
南蘇丹遇襲中國(guó)戰(zhàn)車(chē)出新改型 或裝鈦合金裝甲
2016-07-20 16:40:39
作者:本網(wǎng)整理 來(lái)源:網(wǎng)絡(luò)
分享至:



不久前,我國(guó)南蘇丹維和部隊(duì)一輛92B式輪式步兵戰(zhàn)車(chē)遭迫擊炮擊中,7名官兵傷亡,其中2名烈士不幸犧牲,引起了網(wǎng)上關(guān)于該型戰(zhàn)車(chē)防護(hù)能力的一番討論。19日的英國(guó)《簡(jiǎn)氏防務(wù)周刊》刊發(fā)報(bào)道介紹中國(guó)北方工業(yè)公司正在研制的VN2C出口型防雷車(chē),該車(chē)就是在WZ-551底盤(pán)基礎(chǔ)上新研制而來(lái),基本可以視為92式步兵戰(zhàn)車(chē)的防護(hù)增強(qiáng)改進(jìn)方案。不過(guò),我軍目前已經(jīng)開(kāi)始大量列裝新型8輪輪式裝甲車(chē)族,我軍現(xiàn)役92式系列可能不會(huì)運(yùn)用這個(gè)方案進(jìn)行改裝,但對(duì)于92式系列車(chē)族的國(guó)外用戶(hù),VN2C防雷車(chē)可能是一種經(jīng)濟(jì)實(shí)惠的新型裝備。
據(jù)報(bào)道,北方工業(yè)公司表示,新型戰(zhàn)車(chē)是針對(duì)那些需要高性能防彈和防地雷性能的潛在用戶(hù)需求而設(shè)計(jì)的。
新型VN2C裝甲車(chē)是在北方公司已經(jīng)廣泛出口的6*6底盤(pán)WMZ-551型裝甲輸送車(chē)底盤(pán)基礎(chǔ)上研制的,目前該公司面向國(guó)際市場(chǎng)已經(jīng)退出了一系列基于同類(lèi)底盤(pán),安裝不同武器,有著不同構(gòu)形的變形車(chē)。
基礎(chǔ)性VN2C裝甲車(chē)上安裝一個(gè)單人機(jī)槍塔,上面有一挺12.7毫米機(jī)槍和一挺7.62毫米同軸機(jī)槍?zhuān)謩e有500發(fā)和1000發(fā)備彈。
延展閱讀
鈦合金在戰(zhàn)車(chē)上的應(yīng)用
隨著反裝甲威脅的日益增加,防護(hù)裝甲也越來(lái)越厚重,戰(zhàn)車(chē)的質(zhì)量在最近十年中增加了15%~ 20 %,嚴(yán)重影響其運(yùn)輸能力及機(jī)動(dòng)性。用鈦合金替代軋制均質(zhì)裝甲鋼是減重的有效途徑。 在美國(guó),鈦合金已用于M1“艾布拉母斯”主戰(zhàn)坦克、M2“布萊德雷”戰(zhàn)車(chē)上。針對(duì)M1主戰(zhàn)坦克,美國(guó)陸軍部研究了許多可應(yīng)用鈦合金的部件,還開(kāi)展了用鈦合金取代軋制均質(zhì)鋼制造坦克其它部件的技術(shù)項(xiàng)目。M2戰(zhàn)車(chē)上,鈦主要用于指揮艙蓋和頂部攻擊裝甲的改進(jìn)。加強(qiáng)M2戰(zhàn)車(chē)裝甲的一個(gè)措施是,在某些特定部位采用鍛造鈦合金附加裝甲以防大口徑彈藥的攻擊。
四年前美國(guó)曾報(bào)道了美國(guó)軍用車(chē)輛及戰(zhàn)車(chē)中用低成本鈦代替均質(zhì)裝甲鋼(RHA)的情況。時(shí)隔四年的今天,已用Ti-6Al-4V鈦合金制作了M2戰(zhàn)車(chē)的指揮艙及頂部防護(hù)裝甲、M1A2主戰(zhàn)坦克上的兩個(gè)部件及XM777 155mm超輕型便攜式榴彈炮的架尾和反沖氣缸。而且美國(guó)一直把研究重點(diǎn)放在未來(lái)的戰(zhàn)車(chē)系統(tǒng)上,最近則集中在對(duì)可以滿(mǎn)足預(yù)期沖擊破壞性能的新型裝甲材料的研究上。
過(guò)去的四年里,人們對(duì)鈦裝甲的研究頗多,主要目的有2個(gè),一是擴(kuò)大鈦裝甲在遭受破壞威脅時(shí)的防彈性能數(shù)據(jù);另一個(gè)則是進(jìn)一步降低成本。人們一直在努力通過(guò)各種工藝來(lái)降低成本。如利用單一電子束冷爐床技術(shù)生產(chǎn)鈦合金,研究各種低成本的形變熱處理工藝,與此同時(shí),還對(duì)戰(zhàn)車(chē)用厚裝甲的焊接和焊接修補(bǔ)進(jìn)行了研究。
按照重要程度次序,表1列出了降低鈦合金裝甲成本最具潛力的工藝及方法。
表1、最具潛力降低鈦合金裝甲成本的工藝
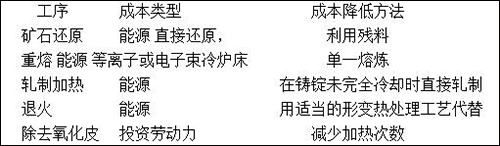
雖然上述每種工序都是人們所積極尋求的,但鑄錠未完全冷卻就直接進(jìn)行軋制還存在一定問(wèn)題。因?yàn)橐话阌糜谲堉萍庸ぴO(shè)備與熔煉現(xiàn)場(chǎng)相隔都比較遠(yuǎn),且鑄錠在軋制前一般需車(chē)去氧化皮。
Wells等人對(duì)電子束冷爐床單一熔煉生產(chǎn)的T16Al—4V板材在軍用車(chē)輛上的應(yīng)用進(jìn)行了評(píng)價(jià)。冷爐床熔煉可以利用較低成本的原料,以降低鈦合金的成本,并且,只需一次熔煉。
電子束和等離子束冷爐床熔煉是活性金屬和難熔金屬熔煉的兩種基本方式,這兩種工藝基本相似,只是熱源不同。在這兩種工藝中,原料首先在水冷銅床中熔化,然后,熔融金屬通過(guò)精煉區(qū),最后通過(guò)澆鑄口進(jìn)入錠模,并在錠模中凝固。這兩種工藝均可利用各種各樣的原料,包括切削碎料,軋制、鍛造和其它工藝過(guò)程的返回殘料、切頭以及海綿鈦和中間合金。
但電子束冷爐床熔煉是在1.3X103Pa或更高的真空度下進(jìn)行的:那些高蒸氣壓元素(如鋁)在電子束熔煉的高真空氣氛下易于蒸發(fā),因而必須增添這些元素以補(bǔ)償其揮發(fā)損失。
目前電子束冷爐床熔煉生產(chǎn)的鑄錠可重達(dá)22.7t,能生產(chǎn)圓錠和方錠。工業(yè)純鈦或未合金化鈦常見(jiàn)的鑄錠尺寸為660mm X1320mmX4000mm,重16t。熔煉純鈦和鈦合金的熔化能力分別為3.6t/h,2.3/h。
對(duì)鈦爐床技術(shù)公司(THT,目前為T(mén)imet的分公司)生產(chǎn)的直徑為76cm.重4000kg的Ti-6Al-4V鑄錠,在熔煉過(guò)程中,沿鑄錠方向每隔125mm取一個(gè)試樣進(jìn)行化學(xué)成分分析,結(jié)果見(jiàn)表2。
表2 鑄錠的化學(xué)成分
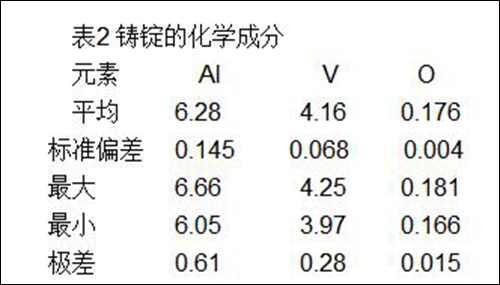
生產(chǎn)該鑄錠的原料組成為:31.6%的海綿鈦;62.4%的Ti-6Al—4V屑;其余為添加鋁和Al-V中間合金。
首先將鑄錠表面車(chē)去約6mm,然后根據(jù)如下工藝制度在傳統(tǒng)的鋼鐵軋制設(shè)備上進(jìn)行軋制:
①將鑄錠加熱至1150℃,軋制成210mmX1030mmX 3810mm的方坯;
②切成3部分并加熱到940℃,軋制成25mm,38mm和64mm厚的板材;
③終軋退火為760℃,1h;
④每塊板切成2片,且最后全部經(jīng)帶式打磨。
這一工藝制度下,從鑄錠到板材最后得到的成品率為71%。當(dāng)產(chǎn)量較大、板材較厚時(shí),從鑄錠到板材的成品率還可達(dá)到80%。成品率是決定最終成本及最終軋材價(jià)格的一個(gè)重要參數(shù)。
測(cè)試表明,板材末端的縱向和橫向試樣的拉伸性能均超過(guò)了MIL-T-9046J AB-1級(jí)和MIL-DTL 46077F標(biāo)準(zhǔn)要求。
對(duì)于結(jié)構(gòu)應(yīng)用的板材,一般需經(jīng)固溶處理和時(shí)效處理,但是,對(duì)于裝甲應(yīng)用,研究發(fā)現(xiàn)退火組織的防彈性能最好。Burkins等人研究了退火溫度對(duì)Ti-6Al-4V合金防彈性能的影響,并對(duì)不同的形變熱處理工藝對(duì)Ti-6Al-4V合金防彈性能的影響進(jìn)行了評(píng)價(jià)。結(jié)果表明,對(duì)于板材的抗彈性能,交叉軋制的優(yōu)于一般軋制的,。α+β區(qū)軋制的優(yōu)于β區(qū)軋制的;不退火的好于退火的,α+β區(qū)退火的優(yōu)于β退火的,一旦β區(qū)退火后,再在α+β區(qū)退火,并不能恢復(fù)材料性能;軋態(tài)或退火態(tài)的好于固溶處理和時(shí)效態(tài)的。
鈦用于地面車(chē)輛及裝甲上時(shí),常用的接合方法為焊接。人們對(duì)厚截面部件的焊接工藝研究很多。鈦是一種極其活潑的金屬,必須采取措施防止空氣污染熔融金屬,避免間隙元素進(jìn)入材料中。目前許多部件(如M1A2主戰(zhàn)坦克)都是利用鋼鐵生產(chǎn)設(shè)備加上惰性氣體保護(hù)措施生產(chǎn)的。通常,焊槍噴嘴處用氬—氦混合氣體進(jìn)行二次保護(hù),同時(shí)在背面進(jìn)行三次保護(hù)。
General Dynamics公司和美國(guó)陸軍實(shí)驗(yàn)室已對(duì)鈦裝甲如何取得滿(mǎn)意的焊接效果、焊接的生產(chǎn)效率和現(xiàn)場(chǎng)焊接修補(bǔ)的可實(shí)施性進(jìn)行了研究。對(duì)不同的切削工藝、焊接邊緣的準(zhǔn)備、惰性氣體保護(hù)措施及焊接金屬的化學(xué)性質(zhì)對(duì)沖擊性能和力學(xué)性能的影響進(jìn)行了評(píng)價(jià),開(kāi)發(fā)出了可用于戰(zhàn)車(chē)裝甲生產(chǎn)的高速堆焊焊接工藝。但是,由于惰性氣體保護(hù)比較復(fù)雜,鈦的焊接方法將永遠(yuǎn)不會(huì)像鋼裝甲焊接那樣簡(jiǎn)單且成本低廉,但鈦的焊接成本也不是太高。
鈦裝甲的戰(zhàn)地維修是必需的。戰(zhàn)地維修應(yīng)不需要附加惰性氣體保護(hù)。美國(guó)陸軍實(shí)驗(yàn)室已與俄亥俄州Edison焊接研究院達(dá)成協(xié)議,研究利用粉芯焊條而不用惰性氣體保護(hù)的鈦材現(xiàn)場(chǎng)維修焊接工藝。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話(huà):010-62313558-806
郵箱:ecorr_org@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話(huà):010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8135

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6475