
鎂合金材料熱處理的質量檢測及缺陷分析
2017-03-15 13:30:37
作者:本網整理 來源:材料科學與工程
分享至:


鎂合金材料熱處理質量的檢測
(1)硬度試驗
硬度試驗具有速度快、操作簡單、可以在熱處理工件上直接進行而無需專門制備試樣等優點。其中最常用的是布氏和洛氏硬度試驗,但是對于薄截面鎂合金工件,有時也采用洛氏表面硬度試驗。晶粒較大、硬度較低的鎂合金宜采用布氏硬度計測定硬度,以獲得最佳試驗結果。鎂合金的強度通常隨硬度的增加而提高,然而由于與硬度對應的強度指標很分散,因此不能用硬度計算強度,所測得的硬度值僅僅作為評定鎂合金熱處理質量的參考。
(2)拉伸試驗
拉伸試驗能更準確地衡量鎂合金的熱處理質量,但是試驗時需要專門拉伸試樣。雖然鎂合金鑄件經過機加工后得到的試樣更能代表鑄件的真實性能,但是一般采用單獨鑄造后不經機加工的試樣。通常按照ASTM標準進行試驗,以保證試驗結果的一致性。
(3)顯微組織檢查
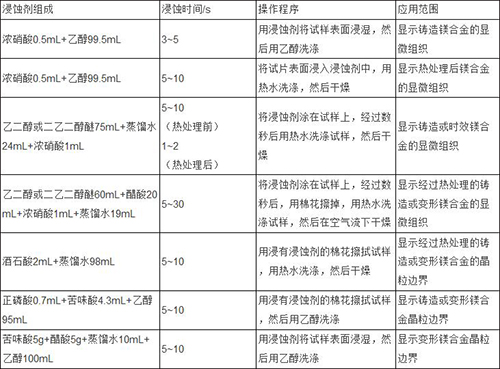
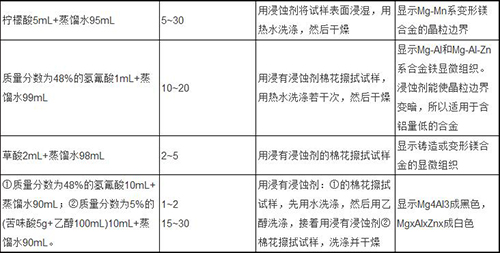
熱處理態鎂合金制成金相試樣后檢查顯微組織,并與標準的組織照片比較,可以衡量鎂合金的熱處理質量。檢查內容主要包括:鑄造合金中的粗大化合物、鑄造合金經過不適當固溶處理后的孔隙和熔孔、鑄造和變形合金的晶粒度,以及擠壓、鍛造或軋制合金中的粗大化合物。
顯示鎂合金金相顯微組織所用的浸蝕劑見下表。
(1)氧化
如果鎂合金工件進行熱處理時沒有使用保護氣體,則會發生局部氧化甚至在爐火內起火燃燒。通常向熱處理爐內通入(0.5~1.5)Vol.%SO2或(3~5)Vol.%CO2,或含(0.5~1.5)Vol.%SF6的CO2保護氣體,或惰性氣體來避免鎂合金工件的氧化。惰性氣體由于成本過高而較少應用。此外,需要保證爐膛的清潔、干燥和密封。
(2)過燒
加熱速度太快、加熱溫度超過了合金的固溶處理溫度極限,以及合金中存在較多的低熔點物質時,鎂合金工件容易出現過燒現象。通常采用分段加熱或從260℃升溫至固溶處理溫度的時間要大于2h,并將爐溫波動控制在±5℃范圍以內,以及降低鋅含量至規定的下限等方法來避免鎂合金工件的過燒。
(3)彎曲與變形
熱處理過程中沒有使用夾具或支架、工件缺少支撐以及熱量分布不均勻等都會導致鎂合金工件彎曲和變形。為了減小或消除鎂合金工件的彎曲與變形,需要對以下幾個方面加以注意。對于截面薄、跨度長的工件需要支撐;對于形狀復雜的工件應使用夾具或成形支架等;對于壁厚不均勻的工件將薄壁部分用石棉包扎起來。同時,需要合理放置爐內工件以保證爐內氣氛的良好循環和熱量的均勻分布。通過退火處理可以消除鑄件中的殘余應力。此外,在熱處理過程中加熱速度要保持適中。
(4)晶粒異常長大
逐層凝固時使用冷鐵,導致局部冷卻太快,如果隨后熱處理時沒有預先消除內應力則容易導致鎂合金出現晶粒異常長大現象。熱處理前進行消除應力處理、鑄造時注意選擇適當的冷鐵以及固溶處理時采用間斷加熱法可以有效避免鎂合金晶粒的異常長大。
(5)性能不均勻
爐溫不均勻、爐內熱循環不充分或者爐溫控制不精確、厚截面工件的固溶處理時間不夠和工件冷卻速度不均勻等是導致鎂合金工件性能不均勻的主要原因。防止鎂合金性能不均勻的主要措施有:用標準熱電偶校對爐溫;控制爐溫的熱電偶要放在爐溫要求均勻的地方;裝爐時必須保證爐內充分的熱循環;定期檢查加熱爐的控溫裝置以確保其工作正常;對于厚截面工件適當延長固溶處理時間,以獲得完全均勻一致的組織;必要時進行二次熱處理。
更多關于材料方面、材料腐蝕控制、材料科普等方面的國內外最新動態,我們網站會不斷更新。希望大家一直關注中國腐蝕與防護網http://www.ecorr.org
責任編輯:龐雪潔
投稿聯系:編輯部
電話:010-62313558-806
中國腐蝕與防護網官方 QQ群:140808414
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:8125

腐蝕與“海上絲綢之路”
點擊數:6461