
鎂合金壓鑄工藝改善(汽車(chē)轉(zhuǎn)向支架)
2017-02-17 11:56:46
作者:本網(wǎng)整理 來(lái)源:中鑄
分享至:


摘要:
鎂合金的比熱容和相變潛熱均比鋁合金低,在壓鑄時(shí)冷卻快、流動(dòng)性差,容易產(chǎn)生欠鑄、缺肉等缺陷。通過(guò)提高鎂合金加熱溫度和模具溫度,增加壓射速度能大幅降低廢品率。
近年來(lái), 人們對(duì)產(chǎn)品輕量化的要求越來(lái)越高,尤其對(duì)汽車(chē)提出了進(jìn)一步減輕重量,降低燃耗和排放,以及提高駕駛安全性和舒適性要求,而鎂合金材料的使用正好迎合了這一發(fā)展趨勢(shì)。鎂合金性能的不斷改善及壓鑄技術(shù)的顯著進(jìn)步,使得壓鑄鎂合金的用量顯著增長(zhǎng)。
1.產(chǎn)品概況
汽車(chē)轉(zhuǎn)向支架產(chǎn)品3D模型見(jiàn)圖1,輪廓尺寸為92mm×94mm×61mm,產(chǎn)品平均壁厚

圖1
4.5mm,材料為AZ91D,凈質(zhì)量為114g,是典型鎂合金壓鑄件。該產(chǎn)品結(jié)構(gòu)較為復(fù)雜,模具有上、下、左、右4個(gè)側(cè)滑塊。由于產(chǎn)品功能需要,零件許多部位原先圓角過(guò)小,不利于零件成形。
2.廢品分析
根據(jù)統(tǒng)計(jì)數(shù)據(jù),該產(chǎn)品廢品率為23%。對(duì)259373件廢品進(jìn)一步分析發(fā)現(xiàn),欠鑄250378件,占96.53%;缺肉8995件,占3.47%。如圖2所示,再現(xiàn)了在充型遠(yuǎn)端部位的欠鑄問(wèn)題。

圖2
3.欠鑄分析
壓鑄過(guò)程中出現(xiàn)欠鑄主要有合金液流動(dòng)性不良、澆注系統(tǒng)不合理、排氣不暢三種情況。產(chǎn)品開(kāi)發(fā)初期對(duì)模具澆注系統(tǒng)及排氣系統(tǒng)利用CAE作過(guò)模擬并在調(diào)試階段進(jìn)行過(guò)優(yōu)化,澆注系統(tǒng)及排氣應(yīng)該沒(méi)有大的問(wèn)題。零件材料為鎂合金AZ91D,其比熱容和相變潛熱均比鋁合金低,冷卻快。分析認(rèn)為合金液流動(dòng)性不良是產(chǎn)品產(chǎn)生欠鑄缺陷的主要原因。
下面對(duì)合金液流動(dòng)性不良進(jìn)一步詳細(xì)分析。
(1)合金液氧化嚴(yán)重,流動(dòng)性下降 由于澆注系統(tǒng)及溢流系統(tǒng)的存在,再加上不合格的產(chǎn)品,在連續(xù)的壓鑄生產(chǎn)過(guò)程中一般會(huì)產(chǎn)生50%以上的回爐料。由于鎂合金材料熔煉時(shí)的防護(hù)性要求非常高,工廠無(wú)滿足要求的熔化爐,不具備精煉條件,實(shí)際生產(chǎn)過(guò)程中回爐料被直接加入保溫爐,操作者僅對(duì)合金液表面的浮渣進(jìn)行簡(jiǎn)單清理。相比于精煉的成品合金錠,回爐料氧化嚴(yán)重,流動(dòng)性差,是產(chǎn)品欠鑄的主要原因之一。
(2)合金澆注溫度及模具溫度過(guò)低 溫度是壓鑄過(guò)程中的重要工藝參數(shù),為了滿足良好的充型條件,保證壓鑄件的成形質(zhì)量,必須選用恰當(dāng)?shù)暮辖饾沧囟群湍>邷囟取1井a(chǎn)品采用冷室壓鑄機(jī)生產(chǎn),要求合金溫度在660~680℃,為了方便控制和測(cè)量,一般控制和保證爐內(nèi)合金液的溫度。為了保證澆注溫度的穩(wěn)定性,鎂合金壓鑄專(zhuān)用保溫爐為長(zhǎng)方形,爐膛分為澆注腔和熔化腔,中間連通,合金錠從熔化腔加入后一般不會(huì)降低澆注腔內(nèi)合金溫度。保溫爐設(shè)定溫度為670℃,用便攜式測(cè)溫儀測(cè)量加料前后澆注腔內(nèi)合金溫度,數(shù)值如下:加料前663℃;加料0.5min后662℃;加料3min后648℃,加料后溫度明顯降低。
在鎂合金壓鑄中,理想的加熱方式是用模溫機(jī)通過(guò)熱油對(duì)模具進(jìn)行加熱,熱油不間斷地通過(guò)模具內(nèi)的管道,從內(nèi)部對(duì)模具進(jìn)行加熱,使模具達(dá)到需要的平衡溫度。導(dǎo)熱油的功能像熱交換器,使模具溫度保持在一定范圍內(nèi)。這種加熱方式,模具的溫度穩(wěn)定而均勻,能有效地提高產(chǎn)品質(zhì)量,延長(zhǎng)模具壽命,而且使生產(chǎn)節(jié)拍穩(wěn)定。鎂合金壓鑄過(guò)程中模具的溫度一般在1 8 0 ~ 2 8 0 ℃。轉(zhuǎn)向支架的模溫機(jī)設(shè)定在240℃,用紅外測(cè)溫儀測(cè)量連續(xù)生產(chǎn)時(shí)的模具溫度,動(dòng)模在190~200℃,靜模在170~180℃,靜模溫度明顯偏低。以上數(shù)據(jù)顯示,合金液溫度及模具溫度偏低,壓鑄過(guò)程中容易產(chǎn)生欠鑄、冷隔等缺陷。
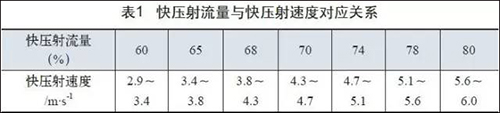
(3)內(nèi)澆道流速過(guò)低 因生產(chǎn)轉(zhuǎn)向支架的壓鑄機(jī)系統(tǒng)本身未帶有顯示壓射曲線功能,壓鑄機(jī)快壓射速度通過(guò)流量閥控制,流量閥開(kāi)啟大小在壓鑄機(jī)上按比例顯示,無(wú)法對(duì)應(yīng)出相應(yīng)的快壓射速度,先用壓射曲線測(cè)試儀測(cè)試出快壓射流量與快壓射速度對(duì)應(yīng)關(guān)系,見(jiàn)表1。從表1可以看出,快壓射流量由60%逐步提高到80%的過(guò)程中,快壓射速度逐步提高,最高速度能達(dá)到6m/s。過(guò)去生產(chǎn)中,轉(zhuǎn)向支架的快壓射流量設(shè)定在60%,即壓射速度在3m/s左右,此時(shí)內(nèi)澆道合金液流速為72m/s,該速度能滿足鋁合金零件的壓鑄要求,但未能達(dá)到鎂合金零件需要的高速度,這也是產(chǎn)品欠鑄的主要原因之一。
4.對(duì)策及驗(yàn)證
(1)回爐料與成品合金錠分別作原料生產(chǎn)比較 因?yàn)殒V元素化學(xué)特性較活潑,很容易被氧化,在無(wú)特殊除渣和精煉工藝的條件下,壓鑄中使用回爐料作原材料時(shí)鎂合金液流動(dòng)性比成品鎂合金錠差。為了驗(yàn)證原材料流動(dòng)性對(duì)鎂合金轉(zhuǎn)向支架欠鑄缺陷的影響,在不同批次分別用回爐料(50%)與成品合金錠生產(chǎn),其余工藝參數(shù)保持不變,統(tǒng)計(jì)欠鑄廢品率分別為:回爐料23.3%,成品合金錠19.1%。可以發(fā)現(xiàn),采用成品合金錠作原料時(shí),合金流動(dòng)性比回爐料要好,欠鑄比例明顯下降。
(2)提高合金液溫度 為驗(yàn)證合金液溫度對(duì)鎂合金支架廢品率的影響,穩(wěn)定合金液溫度為690℃,其余工藝參數(shù)保持不變進(jìn)行生產(chǎn),原材料分別采用回爐料及合金錠各生產(chǎn)一批。統(tǒng)計(jì)欠鑄廢品率分別為:回爐料生產(chǎn)造成的廢品率為16.3%;成品合金錠13.5%。對(duì)比先前合金液溫度為660℃時(shí)統(tǒng)計(jì)的欠鑄廢品率不難發(fā)現(xiàn),合金液溫度升高,不管是采用回爐料還是成品合金錠,欠鑄廢品率都明顯下降。其中采用成品合金錠生產(chǎn)批次的工件質(zhì)量最好,廢品率最低。
(3)提高模具溫度 由于模具溫度受合金液溫度的影響很大,模溫機(jī)分別設(shè)定為240℃、280℃,合金液溫度分別設(shè)定為660℃、690℃,分四批次分別對(duì)模具實(shí)際溫度進(jìn)行現(xiàn)場(chǎng)監(jiān)控,其結(jié)果見(jiàn)表2。
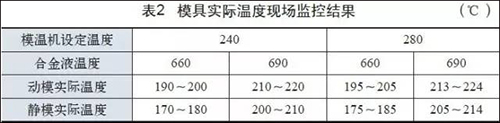
由表2可看出,合金液溫度提高30℃后,模具溫度也相應(yīng)地提高了20℃左右,但是把模溫機(jī)溫度提高40℃后模具溫度只提高了5℃左右。分析認(rèn)為模具加熱流道設(shè)計(jì)存在一定問(wèn)題,提高模溫機(jī)設(shè)定溫度未能達(dá)到提高模具溫度的目標(biāo)。
(4)提高快壓射速度為進(jìn)
進(jìn)一步驗(yàn)證快壓射速度對(duì)廢品率的影響,將快壓射流量由原生產(chǎn)時(shí)的68%提高到78%,即快壓射速度由3.6m/s提高到5.3m/s左右,采用不同的原材料,分別用不同的合金液溫度進(jìn)行生產(chǎn),其余工藝參數(shù)保持不變,分8批次進(jìn)行欠鑄廢品率統(tǒng)計(jì),結(jié)果見(jiàn)表3。
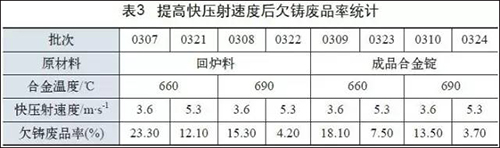
表3顯示,隨著合金液溫度提高,欠鑄廢品率降低,同時(shí)適當(dāng)提高快壓射速度也能大幅降低欠鑄廢品率。在提高合金液溫度和快壓射速度的條件下,可以克服回爐料流動(dòng)性差的問(wèn)題,采用成品合金錠生產(chǎn)對(duì)降低廢品率有一定好處,但降低幅度不大。提高快壓射速度后,由于內(nèi)壓增大,零件飛邊較大,增加了后續(xù)清理難度,這可以適當(dāng)降低增壓壓力及增壓速度來(lái)解決。
5.結(jié)語(yǔ)
合金液溫度和模具溫度提高后,合金液流動(dòng)性增加,充型能力大大提高,欠鑄廢品率明顯降低。同時(shí),適當(dāng)提高快壓射速度也能大幅降低欠鑄廢品率。采用成品合金錠生產(chǎn)能降低一定廢品率,但降低幅度不大。改善壓鑄工藝條件后,解決了回爐料流動(dòng)性差、廢品率高的問(wèn)題,廢品率由過(guò)去的23.30%下降到現(xiàn)在的3.70%,給企業(yè)帶來(lái)了可觀的經(jīng)濟(jì)效益。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等方面的國(guó)內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國(guó)腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:龐雪潔
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8125

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6461