


大型鍛鋼支承輥是現(xiàn)代軋鋼設(shè)備的核心功能部件,新型高耐磨抗疲勞鍛鋼支承輥產(chǎn)品適用于除寬厚板軋機(jī)以外的所有冷、熱軋機(jī),平整機(jī)及有色軋機(jī)等各類軋機(jī),可充分滿足現(xiàn)代軋機(jī)自動(dòng)化、高精度、高軋制速度、優(yōu)質(zhì)板形控制等方向的發(fā)展要求。

下面介紹一下相關(guān)的關(guān)鍵技術(shù):
(1)整體感應(yīng)淬火加熱裝備技術(shù)
感應(yīng)加熱是依靠電磁感應(yīng)現(xiàn)象由交變磁場(chǎng)產(chǎn)生的交變電場(chǎng),使被加熱的金屬表面或內(nèi)部生成渦電流而發(fā)熱(見圖1)。與差溫淬火加熱相比具有加熱深度深、等溫層深及心部與表層溫差大的優(yōu)點(diǎn)。國(guó)內(nèi)首臺(tái)整體感應(yīng)淬火機(jī)床,利用低頻電源對(duì)放入感應(yīng)圈內(nèi)的支承輥輥身進(jìn)行整體加熱,軸向溫度均勻性≤10℃,可有效提升輥面硬度、均勻性、淬硬層深度。
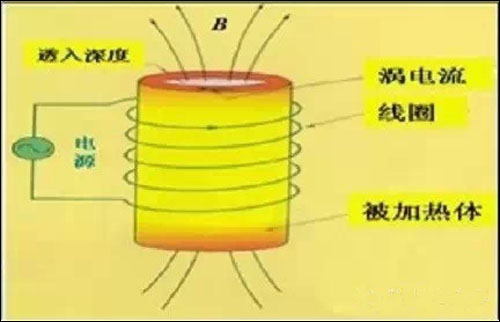
圖1 感應(yīng)加熱的基本原理
(2)整體感應(yīng)加熱及冷卻工藝技術(shù)
包括等溫預(yù)熱溫度及時(shí)間、感應(yīng)加熱功率、目標(biāo)溫度、到溫時(shí)間等參數(shù)的選擇,冷卻工藝涵蓋冷卻方式和冷卻參數(shù)對(duì)淬火的影響。
(3)大型鍛鋼支承輥接觸疲勞性能評(píng)價(jià)技術(shù)
通過支承輥接觸疲勞性能評(píng)價(jià)和接觸疲勞損傷機(jī)理研究,形成支承輥接觸疲勞損傷度評(píng)價(jià)方法,可以指導(dǎo)支承輥磨削,形成合理的支承輥磨削制度。
(4)新型高耐磨抗疲勞支承輥材料技術(shù)
通過研究材料組織、斷裂韌性與抗事故能力之間的關(guān)系,具備新型高耐磨抗疲勞鍛鋼支承輥新材料的開發(fā)能力,提升輥坯質(zhì)量,降低事故發(fā)生率。
整個(gè)工藝流程如下:
從輥坯冶煉至最終產(chǎn)品涉及如下工藝流程:
配料→電爐冶煉→鋼包精煉→真空脫氣→真空澆注→鍛造→鍛后熱處理→粗加工→檢測(cè)(探傷、高低倍檢測(cè)等)→預(yù)備熱處理(調(diào)質(zhì))→半精加工→檢測(cè)(硬度、探傷、力學(xué)性能等)→最終熱處理(整體感應(yīng)加熱+噴霧冷卻+回火)→精加工→檢測(cè)(硬度、組織、探傷等)→產(chǎn)品包裝→運(yùn)輸。
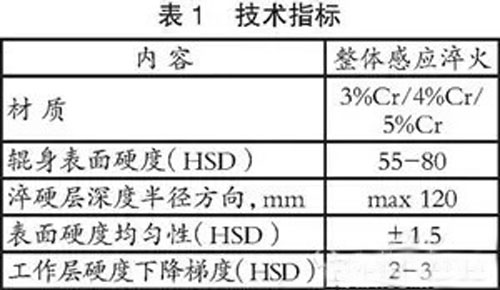
所生產(chǎn)的支承輥的技術(shù)指標(biāo)見表1所示。
國(guó)內(nèi)高端支承輥每年需依賴進(jìn)口,市場(chǎng)缺口較大。隨著軋制板材強(qiáng)度、精度等要求的進(jìn)一步提高,支承輥必將向著高硬度、深淬硬層、高耐磨抗疲勞能力方向發(fā)展。
責(zé)任編輯:李玲珊
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-82387968
郵箱:ecorr_org@163.com
中國(guó)腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
-
標(biāo)簽: 鍛鋼支承輥

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62313558-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
鋁合金LDH自修復(fù)自抗菌膜層構(gòu)建
碳鋼及合金鋼應(yīng)用與區(qū)別