



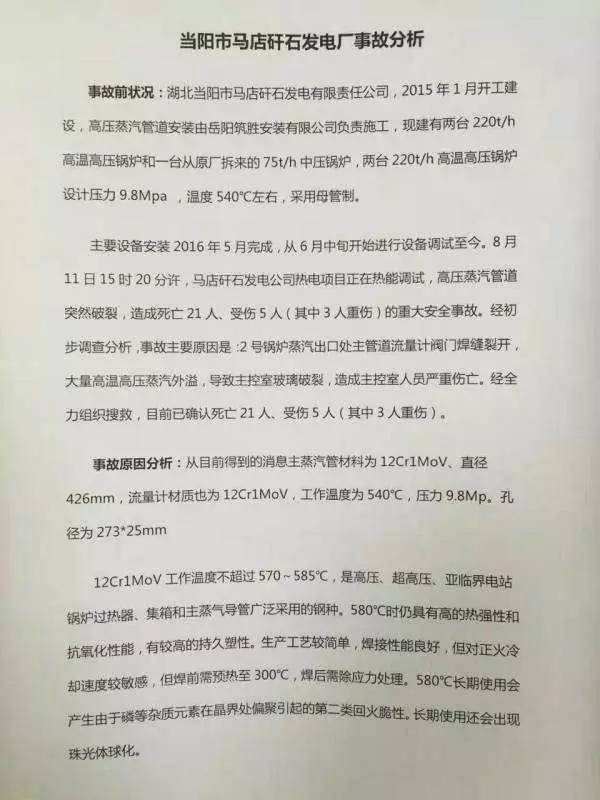
8月11日下午,湖北當(dāng)陽市馬店矸石發(fā)電有限責(zé)任公司熱電項目在建調(diào)試過程中,發(fā)生高壓蒸汽管道爆炸事故,致21死5傷。經(jīng)國家安監(jiān)總局調(diào)查,事故主要原因系管道流量計閥門焊縫裂開,大量高溫高壓蒸汽外溢,導(dǎo)致主控室玻璃破裂,造成主控室人員嚴(yán)重傷亡。


在事發(fā)核心區(qū)域,一條直徑約1米的銀白色高壓蒸汽管道出現(xiàn)破裂,只剩下里層一段較細(xì)的深色管道,管道外膜和填充物完全損毀。地上隨處可見管道外膜的碎片,能承受重壓的金屬外膜已被爆炸沖擊變形。


事故原因分析
據(jù)國家安監(jiān)總局消息,經(jīng)初步調(diào)查分析,事故主要原因是,2號鍋爐蒸汽出口處主管道流量計閥門焊縫裂開,大量高溫高壓蒸汽外溢,導(dǎo)致主控室玻璃破裂,造成主控室人員嚴(yán)重傷亡。
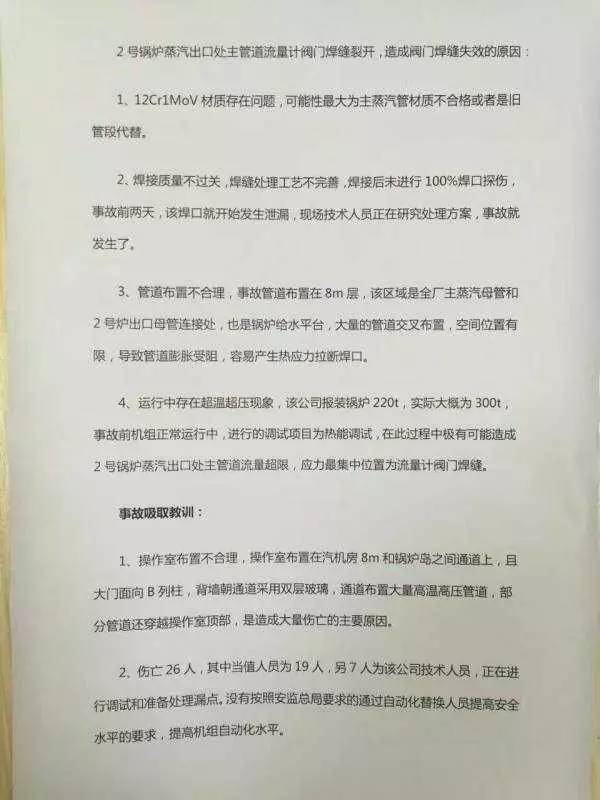
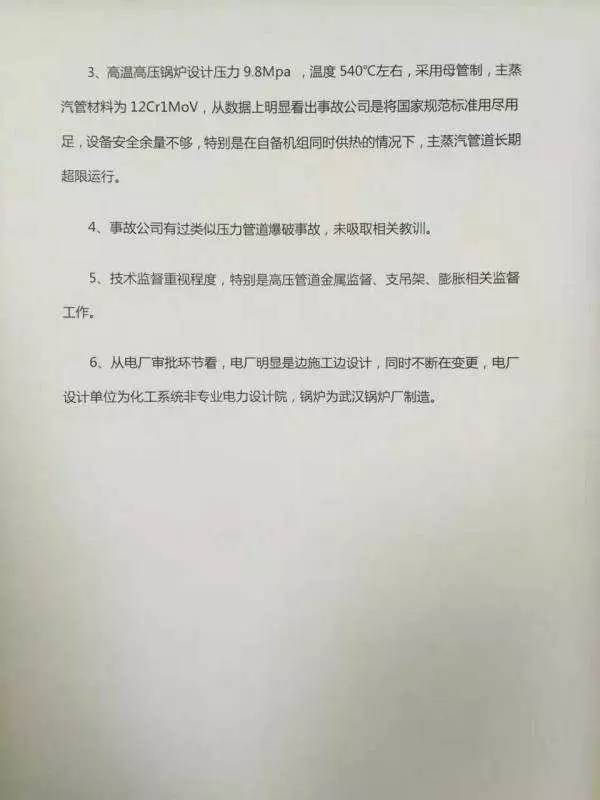
其實(shí)除了這次事故以外,類似的由焊接質(zhì)量問題或者焊工操作違規(guī)造成的重大傷亡事故并不少見。通過這些血淋淋的教訓(xùn),作為焊接工作者的我們,早應(yīng)該認(rèn)清我們工作的重要性了。壓力管道特別是高壓管道的焊接,更應(yīng)該嚴(yán)格遵循標(biāo)準(zhǔn)的規(guī)定執(zhí)行。
下面小編就為大家準(zhǔn)備了一些壓力管道焊接應(yīng)注意的主要事項,希望大家警鐘長鳴。
焊接壓力管道工藝要點(diǎn)
焊接過程是鋼制壓力管道工程施工的關(guān)鍵過程和主要過程。壓力管道組對、焊接質(zhì)量的的好壞直接影響管道介質(zhì)的流速流向、管道磨損情況和安全運(yùn)行。因此對壓力管道的焊接質(zhì)量有著極為嚴(yán)格的要求,除要求焊接接頭為完全熔透焊縫外,對壓力管道的耐蝕性以及焊縫表明的質(zhì)量也有著具體的焊接標(biāo)準(zhǔn)、焊縫的表面(罐內(nèi)、外)應(yīng)平緩、均勻、不得有明顯的凸凹焊道。焊接過程的質(zhì)量控制對保證壓力管道工程的安裝起著重要的作用。為此,控制好壓力管道工程中的焊接質(zhì)量是管道安裝質(zhì)量控制的關(guān)鍵。
1.焊前準(zhǔn)備
焊工:凡是從事壓力管道焊接的焊工、必須按照現(xiàn)行《鍋爐壓力容器焊工考試規(guī)則》、《現(xiàn)場設(shè)備工業(yè)管道焊接工程施工及驗(yàn)收規(guī)范》的規(guī)定進(jìn)行考試,考試合格后,方可從事相應(yīng)的焊接施工。
焊接用設(shè)備:壓力管道焊接所需的手弧焊機(jī)、氬弧焊機(jī)、焊條烘干設(shè)備和焊縫熱處理裝置應(yīng)齊全、完好、性能穩(wěn)定可靠,應(yīng)裝有在周檢(校)期內(nèi)合格的電流、電壓表、壓力表。 坡口加工及清理 現(xiàn)場條件允許的情況下,應(yīng)盡量采用等離子弧、氧乙炔等熱加工方法。坡口加工完成后,必須除去坡口表明的氧化皮、油污、熔渣及影響接頭質(zhì)量的表面層,清除范圍為坡口及其兩側(cè)母材不少于20毫米區(qū)域,并應(yīng)將凹凸不平處打磨平整。
定位/組對:管接頭組對應(yīng)在確認(rèn)坡口加工、清理質(zhì)量后進(jìn)行。管接頭的組對定位焊是保證焊接質(zhì)量、促使管接頭背面成形良好的關(guān)鍵,如果坡口形式、組對間隙、鈍邊大小不合適,易造成內(nèi)凹、焊瘤、未焊透等缺陷。組對間隙應(yīng)均勻,定位時應(yīng)保證接管的內(nèi)壁平齊、內(nèi)壁錯邊量不超過管壁厚度的10%,且不應(yīng)大于15毫米。如壁厚不一致,應(yīng)按規(guī)定進(jìn)行修磨過渡。若焊接定位板時應(yīng)在焊管板角焊縫的同一方向。管件組對時應(yīng)墊置牢固,并應(yīng)采取措施防止焊接過程產(chǎn)生變形。定位焊時,應(yīng)采用與根部焊道相同的焊接材料和焊接工藝,并由合格焊工施焊。
2.焊接過程控制
施工單位應(yīng)具備完善的材料管理體系,以保證材料的規(guī)格、型號符合設(shè)計要求。現(xiàn)場材料員根據(jù)到貨憑證核對材料的名稱、規(guī)格、型號、數(shù)量和質(zhì)量證明等資料是否與事物相符。經(jīng)檢驗(yàn)合格的材料、現(xiàn)場材料員負(fù)責(zé)進(jìn)行入庫,并對其登記上賬。有時現(xiàn)場某些材料規(guī)格很大,無法在庫房存放,故應(yīng)該選合適的露天場地存放,并做好防護(hù)工作。需要進(jìn)庫房存放的材料必須入庫妥善保管,以防丟失和損壞。材料發(fā)放時,一定要核對材料的工程項目、規(guī)格、型號、材料和數(shù)量,以防有錯。現(xiàn)場使用的焊條必須烘干,操作人員用保溫桶領(lǐng)用,以防返潮。
每一只桶內(nèi)只能領(lǐng)用同一牌號的焊條,以防錯用,且一次最多不能超過5公斤,在桶內(nèi)存放時間不應(yīng)超過四小時,否則必須進(jìn)行重新烘干。焊絲一次領(lǐng)用數(shù)量不得超過最小包裝,使用前應(yīng)檢查表面的銹蝕、油污等雜質(zhì)是否清理干凈。氬弧焊所用氬氣純度應(yīng)不低于99.9%,且含水量不大于50ml/m3. 工序間材料:管道安裝過程中、一些材料需經(jīng)數(shù)道工序的處理后才能進(jìn)行安裝,如管材及焊件根據(jù)輸送介質(zhì)的不同,需經(jīng)開孔、開坡口、除銹、酸洗、鈍化、脫脂等工序的處理;閥門、配件、儀表需經(jīng)清洗、脫脂、檢驗(yàn)、試驗(yàn)等工序的處理;各工序間必須做好防護(hù)處理,且各工序之間要做好交接檢查工作,以防止再次污染。
3. 焊接工藝評定及施焊工藝
施工中各種材質(zhì)、焊接接頭形式的焊接工藝評定覆蓋達(dá)到100%。如本單位沒有適合管道材質(zhì)和焊接要求的焊接工藝評定,應(yīng)委托有評定資格的單位進(jìn)行評定。
焊接技術(shù)人員應(yīng)依據(jù)設(shè)計圖紙,有關(guān)施工規(guī)范及現(xiàn)行標(biāo)準(zhǔn),根據(jù)焊接工藝評定并結(jié)合施工現(xiàn)場的實(shí)際條件制定切實(shí)可行的焊接工藝指導(dǎo)書。施工前對焊工和管工進(jìn)行技術(shù)交底,內(nèi)容包括焊接材料、工藝參數(shù)、焊前預(yù)熱、層間、后熱、熱處理的溫度和時間、對焊接材料的保管、使用以及無損檢測等各項要求。管線編號應(yīng)在焊接工藝指導(dǎo)書上標(biāo)明,不同工藝的管線分別編號,相同焊接工藝管線可以寫在一個工藝指導(dǎo)書中,注明管線代號,管工按焊接交底制備坡口,現(xiàn)場質(zhì)檢員按此確認(rèn)坡口、尺寸及組裝要求(簽字確認(rèn)),焊工必須嚴(yán)格執(zhí)行焊接工藝,現(xiàn)場質(zhì)檢員應(yīng)加強(qiáng)這方面的監(jiān)督檢查,這是保證焊接質(zhì)量的關(guān)鍵。焊工應(yīng)進(jìn)行工序交接,確認(rèn)破口質(zhì)量,確保焊接工藝正確實(shí)施。
4.焊縫返修
焊縫同一部位的返修次數(shù)不宜超過兩次,一、二次返修由焊接工藝人員對所需返修的缺陷分析產(chǎn)生原因并編制返修工藝,由焊接責(zé)任師審批,三次及三次以上的焊縫返修由焊接責(zé)任師 會同有關(guān)人員認(rèn)真分析原因確定避免返修再次發(fā)生的措施后編制返修工藝,由項目技術(shù)負(fù)責(zé)人或項目質(zhì)保師審批。
焊縫返修后應(yīng)按返修工藝的要求進(jìn)行焊接檢驗(yàn)和無損檢測。要求焊后熱處理的管道焊縫,一般應(yīng)在熱處理前進(jìn)行返修,如在熱處理后返修、補(bǔ)焊后應(yīng)做必要的熱處理。有抗晶間腐蝕要求的不銹鋼焊縫,返修部位仍需保證原有要求。焊縫返修次數(shù)、部位及返修情況應(yīng)記入交工資料,返修的紀(jì)錄、報告等內(nèi)容均匯入工程檔案。
5.焊后檢查
5.1焊縫外觀檢查
焊縫表面質(zhì)量的檢驗(yàn)應(yīng)在無損檢測以及耐壓試驗(yàn)之前進(jìn)行。所以焊縫表面質(zhì)量均應(yīng)采用標(biāo)準(zhǔn)樣板、量規(guī)、硬度計等進(jìn)行100%的外觀檢驗(yàn)并符合GB50236-98標(biāo)準(zhǔn)中的具體要求,應(yīng)如實(shí)記錄結(jié)果。外觀合格的標(biāo)準(zhǔn)焊縫表面不得有裂紋、氣孔、弧坑和夾渣等缺陷,并不得有熔渣與飛濺物,咬邊和焊縫余高應(yīng)符合相關(guān)的要求。
5.2焊縫內(nèi)部質(zhì)量的檢驗(yàn)
無損檢測所采用的方法、檢測比例應(yīng)符合有關(guān)施工規(guī)范、標(biāo)準(zhǔn)以及設(shè)計要求的規(guī)定。當(dāng)采用RT方法抽檢時,應(yīng)對每一個焊工所焊焊縫按規(guī)定的比例進(jìn)行抽檢,固定管口的抽檢不得少于一個焊口,抽檢的焊口應(yīng)由施工單位和第三方監(jiān)理人員在現(xiàn)場共同選定,并記下焊口的編號。無損檢測結(jié)束后,施工單位應(yīng)及時在管線但線圖上準(zhǔn)確標(biāo)明管道編號、管道材質(zhì)、規(guī)格、焊口位置、焊工代號、無損檢測位置、無損檢測方法。
檢驗(yàn)人員應(yīng)及時對無損檢測報告以及RT底片進(jìn)行檢查。如需返修,應(yīng)嚴(yán)格執(zhí)行返修工藝,做好返修施焊紀(jì)錄,同時還應(yīng)及時審查按規(guī)定要求擴(kuò)深的RT底片報告,并在壓力管道單線圖上準(zhǔn)確的標(biāo)明返修擴(kuò)深部位。返修必須在熱處理、耐壓試驗(yàn)之前進(jìn)行。
5.3最終檢驗(yàn)、試驗(yàn)
最終檢驗(yàn)、試驗(yàn)是在壓力管道所用材料的檢驗(yàn)、試驗(yàn)已完成并合格,安裝過程的工序檢驗(yàn)、試驗(yàn)已完成并合格且資料齊全并符合要求后的前提下才能進(jìn)行。
(1)壓力管道安裝完畢后,經(jīng)聯(lián)合檢查合格后方可進(jìn)行;
(2)應(yīng)嚴(yán)格按照檢驗(yàn)、試驗(yàn)的程序和要求進(jìn)行,并做好記錄;
(3)輸送劇毒、有毒和易燃流體的管道必須按規(guī)定確定泄露量;真空系統(tǒng)管道壓力試驗(yàn)后,還要進(jìn)行真空試驗(yàn)。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 焊接壓力管道

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”