
汽車銹蝕典型區(qū)域案例分析
2015-04-01 00:00:00
作者:ecorr_91 來(lái)源:《腐蝕防護(hù)之友》
分享至:


近10年間,從市場(chǎng)投訴問(wèn)題和海南試驗(yàn)結(jié)果來(lái)看,銹蝕產(chǎn)生的區(qū)域,縫隙腐蝕的范圍和頻度在逐步增加,這些區(qū)域由于電泳漆無(wú)法保護(hù),且設(shè)計(jì)結(jié)構(gòu)不合理、沖壓質(zhì)量、包邊工藝等產(chǎn)生銹蝕誘因。本次研究,主要通過(guò)調(diào)研國(guó)內(nèi)在售中、高端車型的銹蝕案例、設(shè)計(jì)結(jié)構(gòu)和保護(hù)措施,對(duì)車身邊、角和縫隙腐蝕的易發(fā)區(qū)域從結(jié)構(gòu)設(shè)計(jì)、密封膠保護(hù)、工藝控制等方面進(jìn)行分析和對(duì)策方案推薦。
文| 李婷婷 司進(jìn)華 金 超 佟永旭 華晨汽車工程研究院
車身的防腐蝕性大部分由車身電泳漆來(lái)進(jìn)行保護(hù),目前的電泳漆基本都可以保證1000 小時(shí)的耐鹽霧試驗(yàn),即保證10 年的耐腐蝕性能。
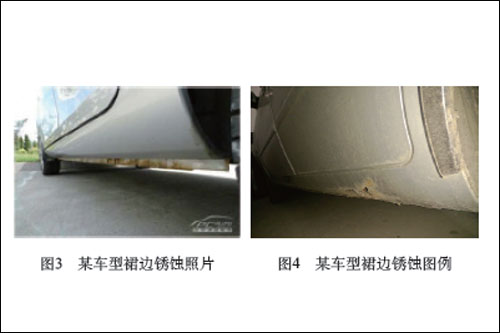
瑞典腐蝕研究1971~1979 年各國(guó)生產(chǎn)的30 余種小轎車總計(jì)7548 輛進(jìn)行了腐蝕調(diào)查。按照車身區(qū)域左右對(duì)稱各分為17 個(gè)區(qū)域, 總計(jì)34 個(gè)區(qū)域,如圖1 所示,按照區(qū)域內(nèi)產(chǎn)生銹蝕的車的頻次和嚴(yán)重程度的百分比進(jìn)行統(tǒng)計(jì),統(tǒng)計(jì)結(jié)果如圖2 所示。
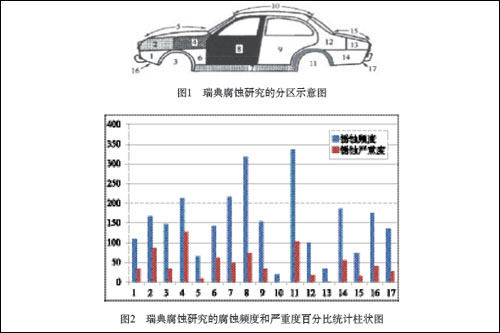
從瑞典實(shí)車調(diào)研結(jié)果看,銹蝕頻度和嚴(yán)重度上進(jìn)行疊加分析, 需要重點(diǎn)保護(hù)的區(qū)域如下:2 區(qū)(翼子板前端),4 區(qū)(翼子板后端和A 柱搭接處),7 區(qū)(裙邊),8 區(qū)(前門),11 區(qū)(后輪罩), 14 區(qū)(后翼子板)。因?yàn)樵?0 年代的涂料,其耐石擊性能較低, 可見(jiàn)前后翼子板和門蓋附近的腐蝕部分為石擊造成,但近10 年, 中涂和面漆的耐石擊技術(shù)有了大幅度提升,電泳內(nèi)腔的保護(hù)能力也有比較充分的驗(yàn)證,所以銹蝕逐步由大面過(guò)度到邊角,由區(qū)域轉(zhuǎn)變到縫隙。一輛轎車有近3000-4000 個(gè)焊點(diǎn),焊接、螺接等鈑金搭接關(guān)系存在大量縫隙,裙邊、輪罩等區(qū)域存在縫隙腐蝕風(fēng)險(xiǎn), 這些電泳無(wú)法保護(hù)的區(qū)域,要從結(jié)構(gòu)設(shè)計(jì)和密封保護(hù)上想辦法。下面就藝4 個(gè)銹蝕的典型區(qū)域?yàn)槔鹨环治鲣P蝕原因和保護(hù)對(duì)策:
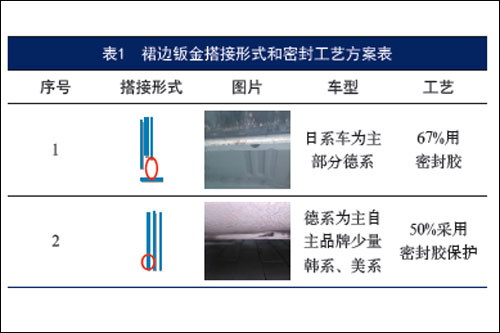
裙邊部位銹蝕
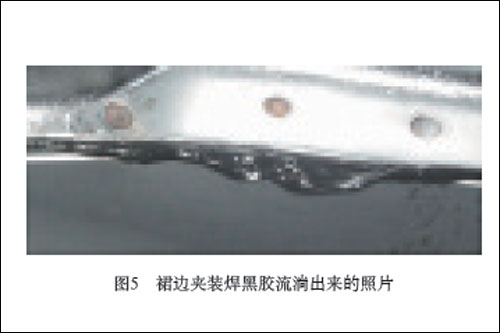
車身下裙邊接觸地面的水、泥沙、石子擊打和除雪劑的堆積, 是防腐蝕的重點(diǎn)區(qū)域,經(jīng)過(guò)收集分析競(jìng)品車型的底部裙邊設(shè)計(jì)形式和工藝保護(hù)方法,目前有2 種主流方法,可供參考,如表1 所示。方案1 的結(jié)構(gòu)不但可以起到防腐蝕效果,還可以防止裝焊黑膠流淌,滴入輸送設(shè)備,高溫摩擦,產(chǎn)生火災(zāi)隱患,如圖5 所示。
許多廠家不僅在裙邊下部鈑金縫隙處實(shí)施密封膠工藝,如圖6 所示,在裙邊附近的焊點(diǎn)也會(huì)用密封膠保護(hù),如圖7 所示。防止焊點(diǎn)、毛刺產(chǎn)生的銹蝕,另外,高檔一些的車型,除了裙邊密封保護(hù)外,還使用塑料護(hù)板進(jìn)行包覆,起到了更好的防腐蝕效果。下車身的裙邊和輪罩區(qū)域附近,不建議采用“多耳或波浪”的鈑金搭接形式,如圖8 所示,受裝焊工藝尺寸精度等影響,以及運(yùn)動(dòng)強(qiáng)度等的問(wèn)題,波浪結(jié)構(gòu)是產(chǎn)生縫隙腐蝕的高發(fā)地帶,目前收集的裙邊腐蝕狀況看來(lái),波浪搭接形式的裙邊受銹蝕投訴的較高。
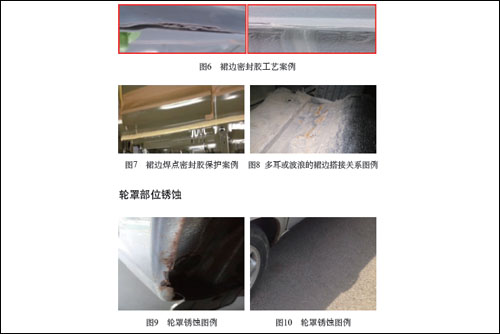
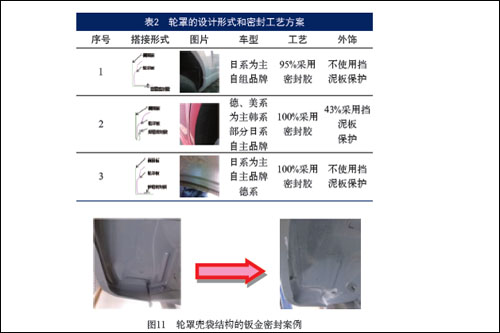
輪罩和裙邊一樣,是受石擊、污泥、除雪劑影響較大的重點(diǎn)銹蝕區(qū)域,經(jīng)過(guò)大量車型調(diào)研,目前較好的輪罩設(shè)計(jì)形式,配合密封膠工藝保護(hù)形式有如下三種,詳見(jiàn)表2.
經(jīng)調(diào)研,輪罩常常出現(xiàn)的兜袋結(jié)構(gòu),建議必須采用密封膠工藝將其充分保護(hù)起來(lái),如圖11 所示。
輪罩板和側(cè)圍板的焊接,沖壓件沖壓圓弧質(zhì)量和裝焊的搭接縫隙偏差,常常造成縫隙,經(jīng)過(guò)焊點(diǎn)連接后,產(chǎn)出一段一段的縫隙, 即X 型縫隙,這類縫隙對(duì)車身腐蝕提供了極大的可能性,需用密封膠徹底密封保護(hù),在結(jié)構(gòu)設(shè)計(jì)上預(yù)留6mm 以上的密封膠作業(yè)空間。除了結(jié)構(gòu)設(shè)計(jì)和密封膠保護(hù),采用擋泥板保護(hù)會(huì)獲得更好的防腐蝕效果。
門蓋部位銹蝕
門、蓋部位的銹蝕原因有多種:
前蓋前端受石擊影響較大,是易腐蝕區(qū)域,除涂料耐石擊性能外,鍍鋅板或鋁板前蓋的使用也可以提高其耐腐蝕性能。日系略高檔車型,在中涂后,再前蓋前端,翼子板上部等易石擊區(qū)域, 加噴15μm 的抗石擊涂料以提升其耐石擊性能。
前、后蓋受燈、杠、翼子板、亮條等相鄰部件的運(yùn)動(dòng)干涉影響, 易產(chǎn)生銹蝕。
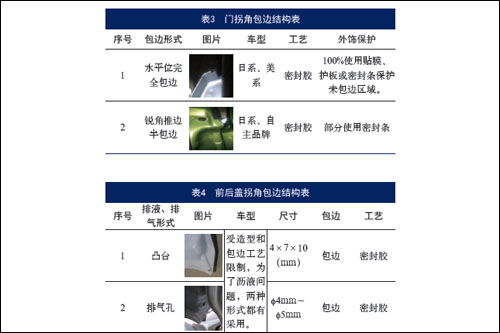
門、蓋設(shè)計(jì)受造型限制,產(chǎn)生很多棱角,沖壓包邊在拐角處不能完全包覆,所以易產(chǎn)生銹蝕。如圖12 所示。如何巧妙的設(shè)計(jì)拐角處的包邊,用密封膠密封結(jié)合貼膜等保護(hù)措施,已達(dá)到防腐蝕保護(hù)的作用,詳見(jiàn)表3 和表4.門蓋拐角處包邊,預(yù)留密封膠作業(yè)空間,或使用貼膜等其他保護(hù)措施。
后蓋鉸鏈盡量考慮涂膠操作空間,前蓋鉸鏈盡量避免多連桿結(jié)構(gòu)。鉸鏈周邊密封,或使用鉸鏈預(yù)涂膠進(jìn)行縫隙保護(hù)。
門蓋在總裝生產(chǎn)調(diào)整時(shí),不當(dāng)?shù)牟僮鲿?huì)使包邊處的密封膠或油漆開(kāi)裂產(chǎn)生銹蝕。
謹(jǐn)慎使用門框密封條導(dǎo)槽結(jié)構(gòu),如圖13 所示。注意縫隙的影響:小于250μm 時(shí),易產(chǎn)生縮孔,大于300μm 時(shí),容易產(chǎn)生流掛,而且對(duì)縫隙腐蝕比較敏感的寬度是0.025~0.1mm.
銳邊、毛刺、焊點(diǎn)、焊渣等缺陷
毛刺是由于沖壓件不合格產(chǎn)生,一般由控制模具間隙來(lái)解決此問(wèn)題,產(chǎn)生毛刺的部件,要進(jìn)行人工打磨返修,方可上線安裝。銳邊,是由于零件制件不良,導(dǎo)致部分零件產(chǎn)生輥壓銳邊,導(dǎo)致R 角過(guò)小,產(chǎn)生銹蝕,改回到合格零件后,經(jīng)過(guò)100 個(gè)海南鹽霧循環(huán)對(duì)比后,R 值過(guò)小的產(chǎn)生銹蝕,合格零件沒(méi)有產(chǎn)生銹蝕,詳見(jiàn)圖14.
外表面焊點(diǎn)不良、焊渣等造成的銹蝕,如圖15 所示。側(cè)圍或者后蓋內(nèi)框等表面C 區(qū)域的焊點(diǎn),建議采用銅墊板,使焊點(diǎn)邊緣不外凸,防止銹蝕的產(chǎn)生。從海南鹽霧腐蝕100 個(gè)循環(huán)結(jié)果來(lái)看,整車A 柱、四門兩蓋等大面銹蝕或繡穿問(wèn)題并不常見(jiàn),目前的電泳和車身結(jié)構(gòu)設(shè)計(jì)以及仿真軟件的模擬分析上都采用了十分完善的手段進(jìn)行保護(hù),已經(jīng)充分重視并規(guī)避。
隨著自主品牌的能力提升,我們的汽車也遠(yuǎn)銷海外,但由于工藝問(wèn)題和局部縫隙保護(hù)等問(wèn)題,運(yùn)往海外的車身經(jīng)歷海上鹽霧、潮濕、高溫的環(huán)境,到港便出現(xiàn)銹蝕,被海關(guān)清退并罰款的事情時(shí)有發(fā)生。所以我們?cè)陉P(guān)注整車長(zhǎng)期耐腐蝕的同時(shí),也要關(guān)注腐蝕易發(fā)區(qū)域的保護(hù),目前銹蝕頻次發(fā)生較高的區(qū)域多數(shù)在縫隙間的區(qū)域。本文通過(guò)對(duì)發(fā)生頻次較高的腐蝕典型案例作原因分析和對(duì)策建議,把車身防腐蝕的目光逐步由電泳內(nèi)、外腔保護(hù)設(shè)計(jì)上, 逐步擴(kuò)展到密封膠工藝設(shè)計(jì),整體沖壓毛刺、焊裝焊點(diǎn)和尺寸縫隙、總裝調(diào)整門等等整體工藝水平提升,從設(shè)計(jì)到工藝,各個(gè)細(xì)節(jié)都建立防腐蝕的思維,才能全面的提升車身耐腐蝕能力水平。
詳情請(qǐng)見(jiàn)腐蝕防護(hù)之友2015年04月第二期雜志。
詳情請(qǐng)見(jiàn)腐蝕防護(hù)之友2015年04月第二期雜志。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 汽車銹蝕
相關(guān)文章
無(wú)相關(guān)信息

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8135

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6475