



涂裝過程中的要求及檢測
(1)車間預涂:鋼板及型材在成形、拼裝之前先經過噴砂處理后,涂裝10~15μm的臨時防護底漆。
預處理底漆是鋼材表面處理后的第一道防護涂膜,從拋丸到涂裝的間隔時間不應超過4小時,如果超過,應重新拋丸。如果干燥條件及通風條件不利于底漆迅速干燥,為了防止粘漆,可適當進行烘干。
預涂底漆膜厚度無法直接進行測量,為確定波峰是否被完全保護,可以用手觸摸,感覺涂層表面的光滑度。厚度一般不得超過20μm,車間底漆涂層過厚,可能會造成鋼材表面油漆被履帶破壞,形成漆塊,這種漆塊完全固化后不易被清除,從而造成最終涂層的美觀不良,過厚的底漆也會影響后續焊接質量。
(2)二次打砂:經過大量焊接加工后,焊縫周圍會存在焊煙、飛濺和油漆灼傷等缺陷,焊縫本身也由于過于粗糙而不利于油漆的涂裝,在施工過程中還會存在油污及灰塵等污染。因此,總裝完成后,應對焊縫周圍及仍然存在表面缺陷的鋼材進行二次表面清理。
二次打砂的質量要求及檢查方法與材料預處理打砂相同,對焊縫邊緣的遮蔽須達到30~40mm,同時要注意防止偏打、漏打、過打的質量問題。
(3)油漆的噴涂:油漆噴涂包括底漆、中間漆、面漆噴涂等。各道油漆噴涂之前,需要對一些采用噴漆施工很難達到預定效果的部位進行局部預涂,然后再進行整體噴涂。噴涂后,可用測厚儀抽測涂層的濕、干膜厚度,檢查表面是否有漏噴、露底、針孔、流掛等缺陷。重點抽查拐角、死角、立面等部位,發現缺陷應按工藝要求及時進行修補。
(4)其他影響油漆施工質量的因素:影響油漆施工質量的因素還包括油漆房的溫度、濕度、通風、清潔度;噴氣壓力;噴槍的正確使用;由漆是否充分攪拌混合等。在實際生產過程中,要逐一按照工藝規范進行檢查,及時做出必要調整。
涂裝后的涂膜檢驗
(1)干膜厚度檢測:選擇有代表性的部位進行干膜厚度測量,抽測率10%。包括采用測厚儀測量和采用專用割刀測量兩種方法,如圖3所示。(濕膜厚度測量可以采用濕膜卡或濕膜厚度儀進行,濕膜厚度僅作為工藝控制的參考數據。)
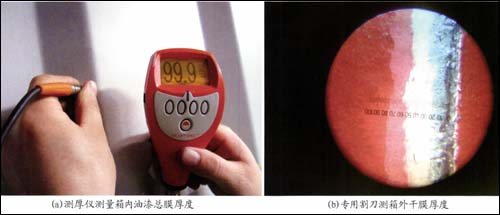
(a)測厚儀測量箱內油漆總膜厚度(b)專用割刀測箱外干膜厚度
圖3 干膜厚度測量方法
干膜膜厚的驗收標準采用國際通行的90-10標準,即對集裝箱的各個獨立面分別考慮,每個面的測量點中,90%的測量點的讀數不應低于規范值,其余10%測量點的讀數不應低于規范值的90%。測量點讀數的平均值不應超過規范值的1.2倍,單個測量點的讀數不應超過規范值的2倍。
目前新造干貨集裝箱實行基本涂料配套保用5年,對總干膜厚度的最低要求是:箱外110~120μm,箱內70~80μm,底架瀝青漆鋼構部分200μm、木地板部分150um。對某集裝箱箱外檢測結果如圖4所示。

圖4箱外總干膜厚度未達到某箱東要求
(2)涂料附著力的檢測:附著力包括涂膜與鋼材間的沾著力和油漆涂層間的結合力。
附著力的檢查在油漆完全固化后進行,一股采用肉眼查看,對有懷疑的地方采用十字刻劃法或X刻劃法檢查。采用X刻劃法時,具體步驟按照ASTM D3359進行,驗收標準為不低于ASTM D3359A中規定的等級3。
(3)涂膜外觀的檢驗:采用肉眼觀察,借助于色卡、放大鏡進行檢查。
外觀質量要求為:涂膜外觀平整、光滑,沒有顏色及光潔度偏差,箱內、箱外油漆應界限分明,沒有相互污染現象。
油漆外觀常見缺陷有:流掛、桔皮、起皺、露底、真孔、魚眼、泛白、粉化、開裂等,對影響油漆外觀和性能的上述較明顯缺陷,應找出產生的原因并進行修補。箱底黑色瀝青油漆的露底現象如圖5所示。
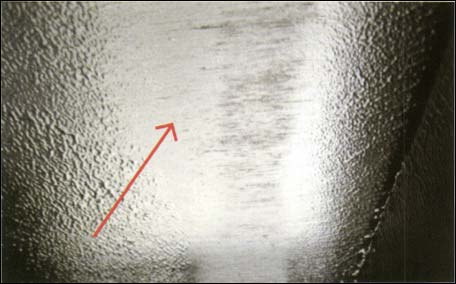
圖5 箭頭區域為底架瀝青漆漏底
對底漆含鋅量進行的檢驗
由于富鋅底漆含鋅量的多少,直接影響到集裝箱涂膜的防腐能力。在集裝箱制造過程中,各船級社或驗箱公司駐廠檢驗時,通常會選擇下述方式對含鋅量進行取樣檢測。
(1)底漆取樣:在油漆施工現場對富鋅底漆進行取樣,相關人員標記封裝后送第三方檢測機構進行檢測。
(2)底漆樣板制作:在材料預處理進行底漆噴涂時,制作經噴涂底漆的小樣,相關人員進行標記后送第三方檢測機構檢測。
(3)成品箱箱體取樣:隨機抽取己經完工的集裝箱,分別從4個面鉆孔取樣,相關人員進行標記后送第三方檢測機構檢測。
結束語
實踐證明,集裝箱表面油漆系統的防腐性能,不但與油漆質量有關,還與集裝箱材料的預處理、油漆施工過程的質量控制等密切相聯系。現有的檢測手段涵蓋了從原材料檢驗、材料預處理、油漆施工環節、油漆涂層成品檢測等全過程,基本能夠滿足實際的需要。工廠在實際生產過程中,只有對各影響油漆質量的因素和工序都按相關標準、規范、施工工藝進行認真檢測,嚴格把關,才能夠保證集裝箱防腐油漆涂層符合技術規范要求。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
-
標簽: 防腐處理制造集裝箱質量檢測

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”