



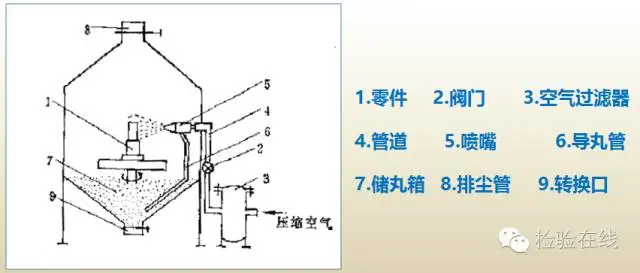
噴丸處理是一種冷加工表面處理技術,主要用于提高金屬零件的疲勞強度和抗應力腐蝕性能,利用高速噴射出的砂丸和鐵丸,對工件表面進行撞擊,以提高零件的部分力學性能和改變表面狀態的工藝方法。噴丸可用于提高零件機械強度以及耐磨性、抗疲勞和耐蝕性等,還可用于表面消光、去氧化皮和消除鑄、鍛、焊件的殘余應力等。 噴丸強化分為一般噴丸和應力噴丸。一般處理時,鋼板在自由狀態下,用高速鋼丸打擊鋼板的里面,使其表面產生預壓應力。以減少工作中鋼板表面的拉應力,增加使用壽命。應力噴丸處理是將鋼板在一定的作用力下的預先彎曲,然后進行噴丸處理。 噴丸強化設備主要有兩類: 硬度較前兩者低,主要用于、鈦、鋁、鎂及其它不允許鐵質污染的材料,也可在鋼鐵丸噴丸后作第二次加工之用,以除去鐵質污染和降低零件的表面粗糙度。 直桶形噴嘴結構簡單,其內部結構只有收縮段和平直段兩部分。 文丘里形噴嘴在結構上分成收縮段、平直段和擴散段三部分,制作難度顯著增加。 雙文丘里形噴嘴有前后兩個噴嘴,二者之間有間隔,在間隔處的四周有幾個小孔。 目前國外研制出一種進口端與出口端都成正方形的噴嘴,各方面試驗表明,該噴嘴比文丘里形噴嘴的工作效率更高,經濟性更好。 




4、陶瓷丸

影響噴丸強度的工藝參數主要有:彈丸直徑、彈流速度、彈丸流量、噴丸時間等 覆蓋率的影響因素:零件材料的硬度、彈丸直徑、噴射角度及距離、噴丸時間等 粗糙度的影響因素:零件材料的強度和硬度、彈丸直徑、噴射角度及速度、零件的原始表面粗糙度 零件受噴表面殘余壓應力的大小和壓應力層的深度取決于受噴材料的性能和噴丸強度。材料的強度和硬度越高,壓應力就越大,壓應力層的深度就越淺,噴丸強度越高,壓應力層的深度也越大; 受噴表面變得粗糙。受噴表面的粗糙度隨著噴丸強度的提高、表層硬度的降低和彈丸尺寸的減小而變差。尺寸增大。受噴表面的金屬被擠出,形成微小的金屬波峰,故而尺寸增大。
零件噴丸強化后的特點
受噴表層的材料組織發生變化
表面噴丸強化是提高緊固件抗疲勞斷裂的應力腐蝕、氫脆斷裂的一種行之有效的表面強化工藝。經過噴丸強化后工件的使用可靠性、耐久性均可獲得明顯的改善和提高; 
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”