
腐蝕類(lèi)表面工程技術(shù)在海洋工程裝備中的應(yīng)用
2023-05-06 16:35:50
作者:腐蝕與防護(hù) 來(lái)源:腐蝕與防護(hù)
分享至:


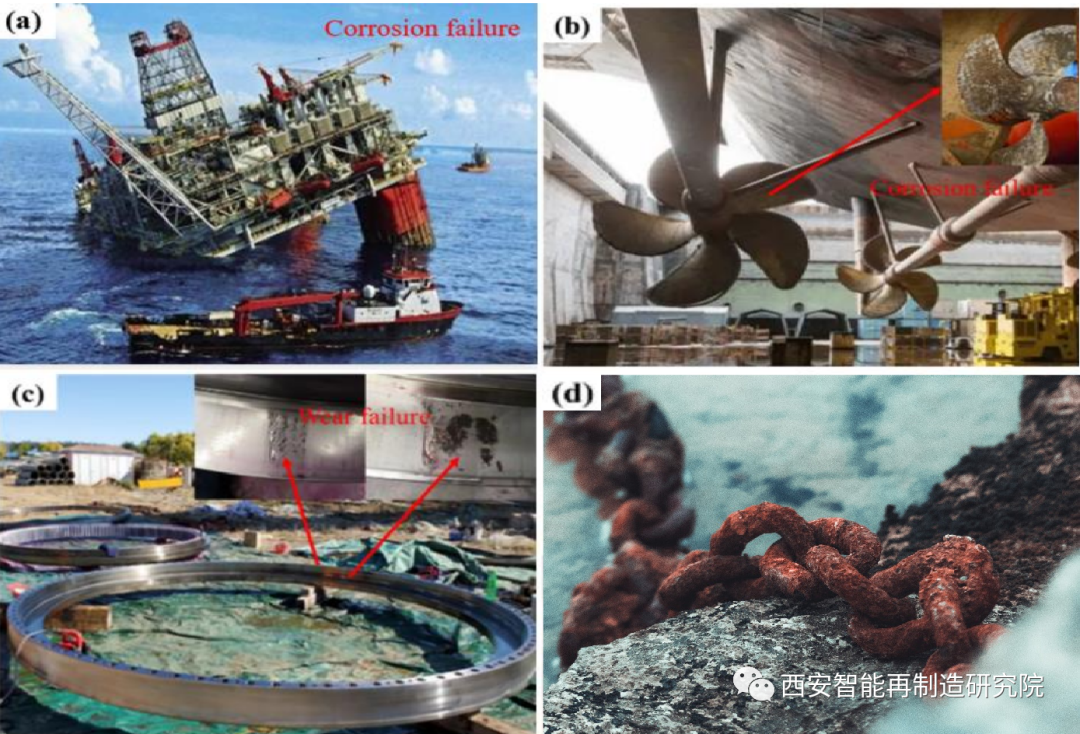
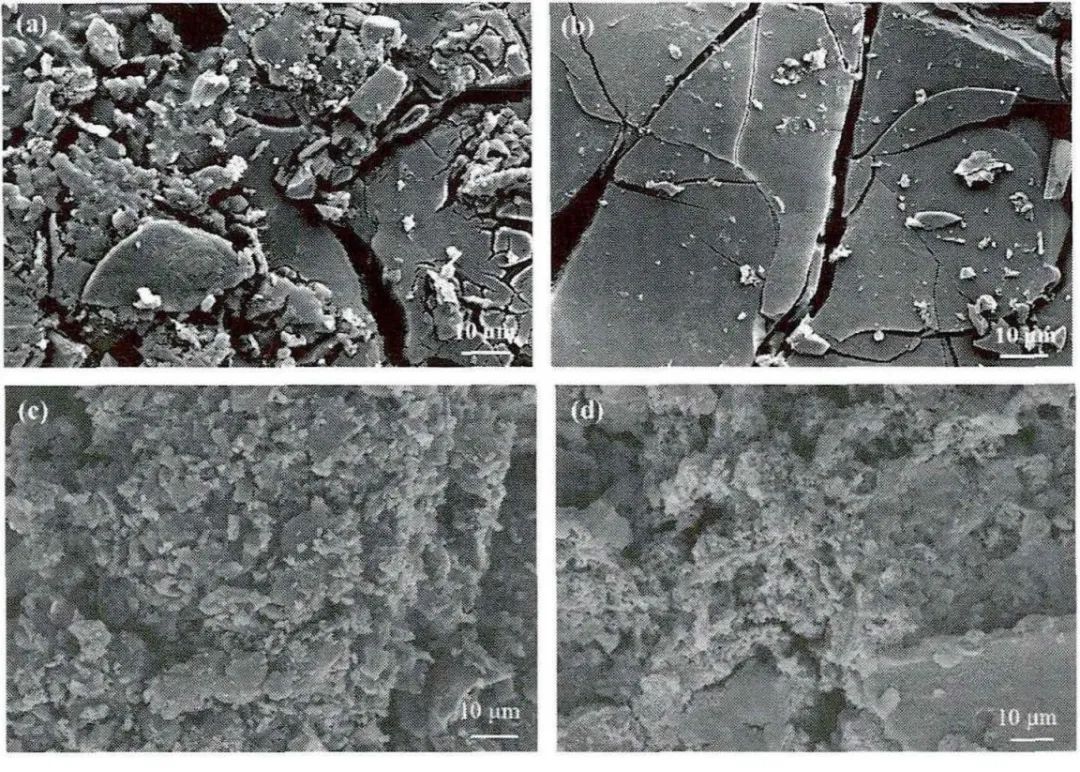
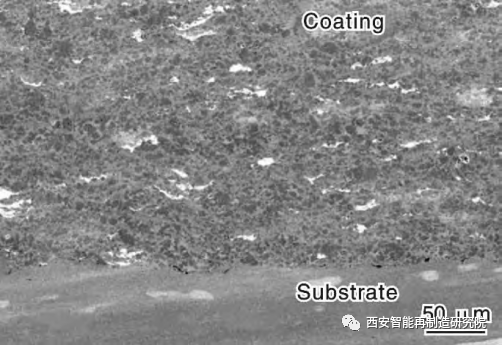
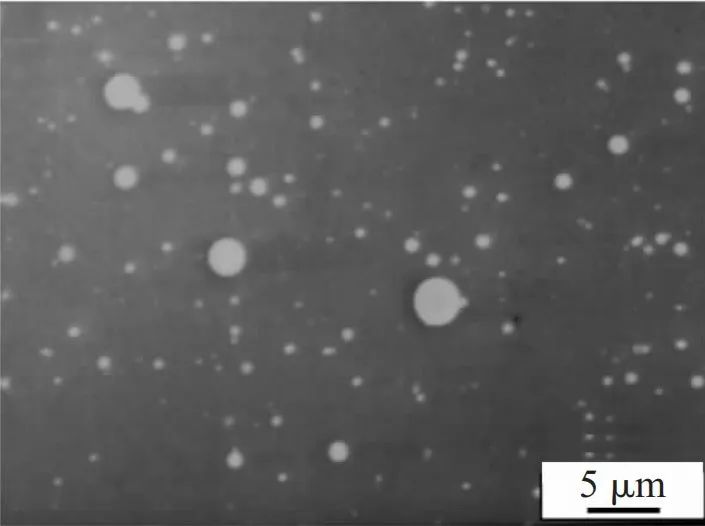
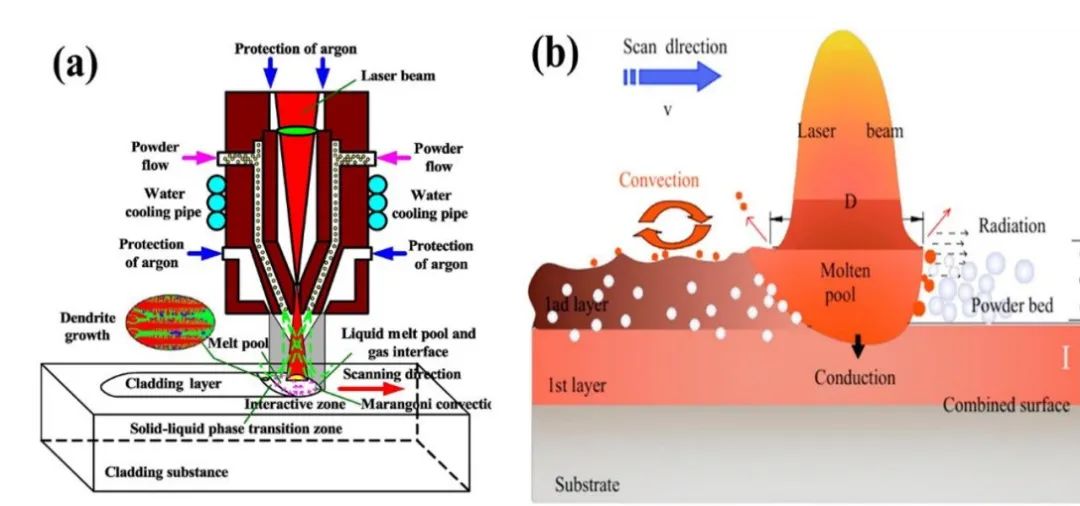
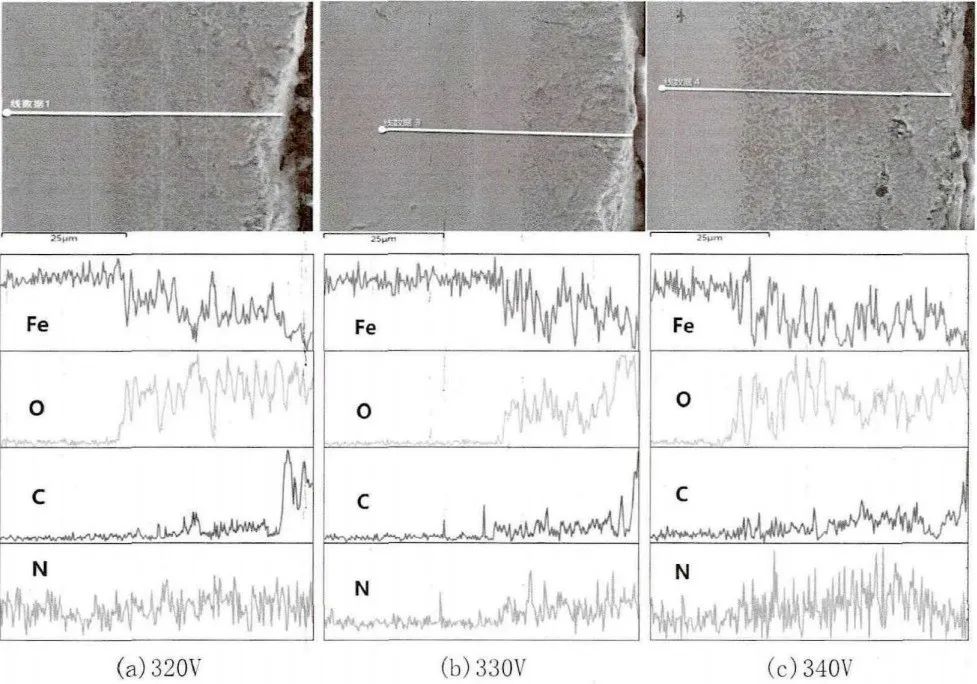
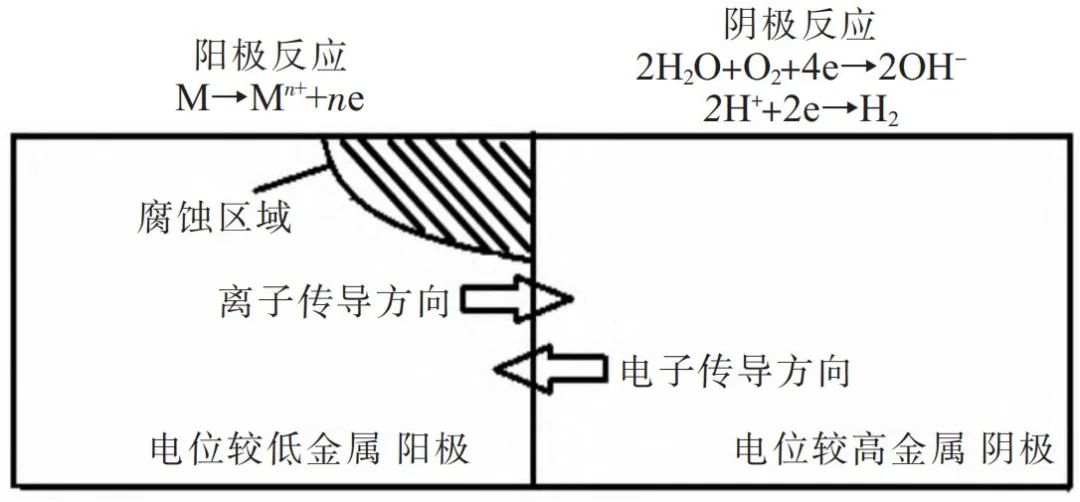
大型鋼鐵結(jié)構(gòu)件的防護(hù) 圖1 鋁基涂層封孔前后電化學(xué)腐蝕形貌:a,b.封孔涂層;c,d.未封孔涂層 先進(jìn)熱噴涂技術(shù) 熱噴涂技術(shù)是一種環(huán)境友好、高效、可在基體上沉積金屬、陶瓷、金屬陶瓷等涂層的現(xiàn)代表面強(qiáng)化技術(shù)。基于超音速火焰噴涂(HVOF)技術(shù)制備的碳化物金屬陶瓷涂層,如NiCr-Cr3C2(如圖2所示)和WC-Co具有優(yōu)良的耐磨耐蝕性能。通過(guò)在300M超強(qiáng)鋼基體上制備了WC-17Co和WC-10Co4Cr涂層。NaCl溶液中的電化學(xué)測(cè)試表明,WC-10Co4Cr涂層處理后的基體,其自腐蝕電位得到大幅度升高。400小時(shí)的鹽霧腐蝕試驗(yàn)結(jié)果表明,兩種涂層都提高了300M鋼基體的抗鹽霧腐蝕性能。研究表明,含有小尺寸碳化物顆粒的細(xì)粉制備相,提高了粘結(jié)相的自腐蝕電位,延緩了腐蝕介質(zhì)向基體的擴(kuò)散,因此表現(xiàn)出更好的抗鹽霧腐蝕性能。 圖2 NiCr-Cr3C2熱噴涂層的截面形貌 先進(jìn)薄膜涂層技術(shù) 以TiC、TiN、CrN、DLC為代表的碳化物基、氮化物基或金剛石類(lèi)陶瓷薄膜具有高硬度、低摩擦磨損及優(yōu)良的抗腐蝕等性能,大量用于石油、天然氣工業(yè)中的關(guān)鍵部件,如心軸、抽油泵泵筒、傳動(dòng)軸等。薄膜涂層的制備主要是氣相沉積的方法,包括物理氣相沉積和化學(xué)氣相沉積。 為了滿足不斷提高的實(shí)際應(yīng)用需求,人們嘗試通過(guò)添加第三元素實(shí)現(xiàn)TiN涂層的合金化,或者通過(guò)制備多層膜來(lái)提高薄膜層的綜合性能,并取得了較好的效果。通過(guò)在二元合金TiN中添加Al,大大提高了薄膜的硬度,可達(dá)到3000 HV0.05,顯著減少磨損。氧化試驗(yàn)證明(Ti, Al)N較TiN有較好的耐剝落性,從而顯示出較好的耐磨性能。與TiN比較,(Ti, Al)N可得到較細(xì)的晶粒組織,減弱柱狀生長(zhǎng),從而可改善其耐電化學(xué)腐蝕性能。圖3所示為涂層表面的顯微組織。 激光表面處理 激光表面處理是采用大功率密度的激光束,對(duì)金屬進(jìn)行表面處理,在材料表面形成一定厚度的處理層,從而改變材料表面的結(jié)構(gòu),獲得理想的性能。激光表面處理可以顯著提高材料的硬度、強(qiáng)度、耐磨性、耐蝕性等一系列性能,從而延長(zhǎng)產(chǎn)品的使用壽命和降低成本。激光表面強(qiáng)化技術(shù)主要可分為激光淬火、激光沖擊硬化、激光熔敷等。 目前離子氮碳共滲+氧化復(fù)合處理技術(shù)(國(guó)外稱(chēng)其為PLASOX技術(shù)或IONITOX技術(shù)),不僅較好地解決了環(huán)境污染的問(wèn)題,同時(shí)還具有處理周期短、能源消耗低、設(shè)備成本比較低的特點(diǎn)。圖5所示為等離子碳氮共滲截面顯微組織掃描結(jié)果。 圖5 等離子碳氮共滲截面顯微組織掃描結(jié)果 海洋工程中的電偶腐蝕防護(hù)涂層是從電絕緣隔離的角度提出的防護(hù)措施。對(duì)于承載載荷和/或有相對(duì)運(yùn)動(dòng)的關(guān)鍵部件,如天然氣管道彎頭和連接部位、海底電纜接頭,海上風(fēng)力發(fā)電的電子元器件連接部位、海底電纜接頭,海上風(fēng)力發(fā)電的電子元器件、電路接口、潛艇進(jìn)氣口部件等則要求兼具絕緣、耐磨和防腐性能的涂層。采用熱噴涂技術(shù)噴涂絕緣陶瓷涂層能夠?qū)崿F(xiàn)這一目的。圖6所示為金屬材料電偶腐蝕原理示意圖。 圖6 金屬材料電偶腐蝕原理示意圖 海洋工程關(guān)鍵件再制造的目的是恢復(fù)尺寸、恢復(fù)功能(耐磨、耐熱、耐蝕、抗沖擊、減摩等功能),使再制造的部件恢復(fù)或提高性能,延長(zhǎng)使用壽命。近年來(lái),熱噴涂、納米顆粒復(fù)合電刷鍍、離子注入、激光熔覆、等離子熔覆技術(shù)及納米膠表面粘結(jié)技術(shù)等新工藝已應(yīng)用于再制造領(lǐng)域,并取得了良好的效果。如采用熱噴涂技術(shù)修復(fù)大型船用柴油機(jī)汽缸套、排氣閥、曲軸等部件、石油化工領(lǐng)域的球閥、柱塞等,利用納米顆粒復(fù)合電刷鍍技術(shù)對(duì)汽車(chē)發(fā)動(dòng)機(jī)的曲軸、凸輪軸、連桿,進(jìn)口飛機(jī)發(fā)動(dòng)機(jī)壓氣機(jī)葉片進(jìn)行再制造;采用激光熔覆技術(shù)對(duì)軸類(lèi)、齒類(lèi)及發(fā)動(dòng)機(jī)鑄鐵缸蓋的再制造。圖7所示為油缸內(nèi)壁粉末激光熔覆。21世紀(jì)是海洋的世紀(jì),爭(zhēng)奪世界海洋權(quán)益及深海資源是本世紀(jì)世界海洋強(qiáng)國(guó)與臨海國(guó)家的一項(xiàng)重要戰(zhàn)略行動(dòng)。但海洋環(huán)境非常苛刻,在ISO 12944給出的典型腐蝕環(huán)境分類(lèi)中,海洋環(huán)境是腐蝕等級(jí)最高的腐蝕環(huán)境。
表面工程技術(shù)是提高材料表面性能的重要方法,它能夠在不破壞材料自身性能的前提下,對(duì)材料表面性能進(jìn)行強(qiáng)化或再生,使材料或部件表面具備耐磨、耐蝕、抗氧化、耐熱、絕緣、密封和隔熱等性能中的一種或幾種。因此,表面工程技術(shù)已成為實(shí)現(xiàn)海洋工程裝備材料最終性能的重要手段。

免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8368

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6724