
不同類型鈦及鈦合金金相試樣制備方法
2021-11-09 16:07:53
作者:理化檢驗(yàn)物理分冊(cè) 來(lái)源:理化檢驗(yàn)物理分冊(cè)
分享至:


與其他金屬材料相比,鈦及鈦合金質(zhì)地較軟、摩擦因數(shù)大、熱導(dǎo)率較低,在制備金相試樣時(shí),劇烈的切割和磨拋都會(huì)導(dǎo)致其產(chǎn)生形變孿晶和黏結(jié)層,出現(xiàn)局部過(guò)熱現(xiàn)象,從而形成顯微組織假象。因而在制備鈦及鈦合金金相試樣過(guò)程中,去除劃痕和塑性流變工作顯得非常困難,導(dǎo)致磨制和拋光效率非常低。目前,對(duì)制備不同類型鈦合金金相試樣的磨制和浸蝕方法的系統(tǒng)化研究報(bào)道很少,相關(guān)試驗(yàn)人員,尤其是剛進(jìn)入該領(lǐng)域的試驗(yàn)者,因缺乏系統(tǒng)、全面的金相試樣制備規(guī)范,導(dǎo)致制備的試樣不符合檢驗(yàn)要求,在一定程度上影響了試驗(yàn)工作的開展。鑒于此,來(lái)自綿陽(yáng)師范學(xué)院、攀鋼集團(tuán)研究院有限公司和攀鋼集團(tuán)江油長(zhǎng)城特殊鋼有限公司的黃德明、 唐靜、楊雪嫚三位研究人員對(duì)比分析了不同類型鈦及鈦合金金相試樣的磨制和浸蝕方法,為其金相試樣的制備提供參考。
1 試驗(yàn)材料及試驗(yàn)設(shè)備
試驗(yàn)選用的鈦及鈦合金為某公司生產(chǎn)的工業(yè)純鈦、α型鈦合金、β型鈦合金以及α+β型鈦合金。金相試樣切割采用精密切割機(jī),試樣磨拋采用半自動(dòng)磨拋機(jī),使用的金相拋磨材料為碳化硅水磨砂紙、磁性背膠拋光布以及MetaDi多晶金剛石懸浮液等。
2 試樣制備
對(duì)于質(zhì)地較軟的鈦及鈦合金,選取恰當(dāng)?shù)娜忧懈罘绞接葹橹匾Q芯咳藛T通過(guò)試驗(yàn)表明,采用帶鋸切割時(shí),其切面粗糙且損傷層較深,后續(xù)磨制很難達(dá)到理想狀態(tài)。應(yīng)選擇合適的切割刀片切取試樣,以確保試樣在切割過(guò)程中表面變形層較少,可以縮短后續(xù)磨拋時(shí)間。為了使金相試樣切面平整且損傷層較淺,切割時(shí)砂輪片的轉(zhuǎn)速和進(jìn)給速度要小,并用冷卻液進(jìn)行冷卻,以防止局部過(guò)熱。研究人員采用超薄的金剛石切割片或者粒度為180目的砂輪切割片,切割轉(zhuǎn)速為150~250r·min-1,進(jìn)給速度為0.5mm·min-1,切取的試樣表面無(wú)需用砂紙粗磨,可直接使用磨拋機(jī)磨制。
3 磨拋方法研究
鈦及鈦合金的常規(guī)金相試樣手工磨拋方法包括粗磨(一般2道次)、細(xì)磨(一般4道次)、粗拋、精拋等7~10個(gè)道次磨拋步驟,不僅對(duì)操作技巧要求高,而且費(fèi)時(shí)、耗力,很難磨制出合格試樣。研究人員采用某公司生產(chǎn)的半自動(dòng)磨拋機(jī)磨拋試樣,其動(dòng)力頭順時(shí)針旋轉(zhuǎn),轉(zhuǎn)速為100r·min-1。首先是確定硬度中等的TA10鈦合金的磨拋工藝參數(shù),如研磨磨盤轉(zhuǎn)速、試樣壓力、磨料類型、磨拋劑等,然后根據(jù)不同鈦合金的硬度值(見表1)設(shè)計(jì)出其他鈦合金的拋磨參數(shù),再經(jīng)過(guò)反復(fù)試驗(yàn),不斷調(diào)整工藝參數(shù)(試驗(yàn)流程見圖1),最終僅需1~2個(gè)道次的磨制和拋光即可獲得合格的金相試樣,大幅提高了制樣效率。
表1 試驗(yàn)用鈦及鈦合金的硬度


圖1 鈦及鈦合金金相試樣磨拋試驗(yàn)流程圖
3.1 工業(yè)純鈦及α型鈦合金磨拋方法
試驗(yàn)探索了TA1~TA4工業(yè)純鈦,TA10,TA15,TA17,TA18等鈦合金的磨拋工藝。工業(yè)純鈦硬度較低,與其他α型鈦合金的磨拋方法有差別。
對(duì)于TA1~TA4工業(yè)純鈦,可采用一道磨制、二道拋光,即“一磨兩拋”三步法進(jìn)行金相試樣的磨制。以TA1為例,其具體工藝參數(shù)見表2。先用P600型碳化硅砂紙水冷研磨,磨盤旋轉(zhuǎn)方向與動(dòng)力頭轉(zhuǎn)向相同,轉(zhuǎn)速設(shè)定為250r·min-1,試樣上施加壓力為23~27N,磨制時(shí)間為3~5min。磨制后試樣表面平整,有少量深度較淺的大磨痕,見圖2a)。然后粗拋,選用TexMet C型拋光布和粒徑為9μm的金剛石懸浮液作為拋光劑。拋光時(shí)磨盤的轉(zhuǎn)向與動(dòng)力頭的相反,轉(zhuǎn)速設(shè)定為150r·min-1,試樣壓力為36~40N,拋光時(shí)間為8~10min,粗拋后試樣表面磨痕基本清除,但仍有非常細(xì)小的拋痕,見圖2b)。最后精拋,精拋時(shí)拋光劑選用粒徑為1μm的金剛石懸浮液,其他參數(shù)與粗拋相同,精拋后試樣表面光潔、無(wú)劃痕,見圖2c)。
表2 三步法磨拋TA1工業(yè)純鈦金相試樣的工藝參數(shù)

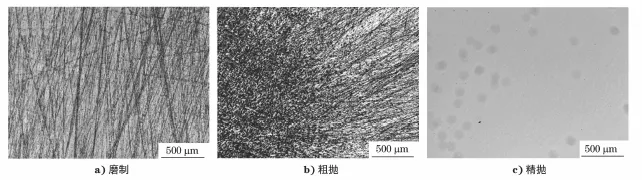
圖2 三步法磨拋的TA1工業(yè)純鈦金相試樣不同步驟的表面形貌
與工業(yè)純鈦的不同,TA10,TA15,TA17,TA18等其他牌號(hào)的α型鈦合金,可采用二道磨制、一道拋光,即“二磨一拋”三步法進(jìn)行磨拋。以TA10合金為例,其具體的磨拋工藝參數(shù)見表3。先用P320型碳化硅砂紙進(jìn)行水冷粗磨,磨盤旋轉(zhuǎn)方向與動(dòng)力頭的相同,轉(zhuǎn)速為250r·min-1,試樣上施加壓力為23~27N,磨制時(shí)間為3~5min。粗磨制后試樣表面平整,存在少量大劃痕,見圖3a)。然后進(jìn)行精磨,選用P800型碳化硅砂紙水磨,其他參數(shù)與粗磨的相同,精磨后試樣表面劃痕細(xì)小均勻,無(wú)明顯的大劃痕,見圖3b)。最后進(jìn)行拋光,拋光劑選用TexMet C型拋光布和粒徑為1μm的金剛石懸浮液,拋光時(shí)磨盤的轉(zhuǎn)向與動(dòng)力頭的相反,轉(zhuǎn)速設(shè)定為150r·min-1,試樣壓力為44~54N,拋光時(shí)間為8~10min,拋光后試樣表面光潔、無(wú)明顯的拋光痕跡,見圖3c)。
表3 三步法磨拋TA10α型鈦合金金相試樣的工藝參數(shù)

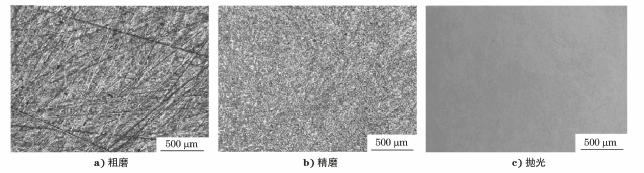
圖3 三步法磨拋的TA10合金金相試樣不同步驟的表面形貌
3.2 α+β型鈦合金金相試樣磨拋方法
對(duì)于α+β型鈦合金(包括TC4,TC11,TC18等)可采用二道磨制、二道拋光,即“二磨二拋”四步法進(jìn)行磨制。以TC18合金為例,其具體工藝參數(shù)見表4。先用P320型碳化硅砂紙水冷粗磨,磨盤旋轉(zhuǎn)方向與動(dòng)力頭的相同,轉(zhuǎn)速設(shè)定為250r·min-1,每個(gè)試樣上施加壓力為23~27N,磨制時(shí)間為3~5min。粗磨制后試樣表面有比較大的劃痕,見圖4a)。然后精磨,選用P800型碳化硅砂紙水磨,其他參數(shù)與粗磨的相同,精磨后試樣表面大劃痕消除,只有很細(xì)小的磨痕,見圖4b)。之后粗拋,選用TexMet C型拋光布和粒徑為9μm的金剛石懸浮液拋光劑,拋光時(shí)磨盤的轉(zhuǎn)向與動(dòng)力頭的相反,轉(zhuǎn)速為150r·min-1,試樣壓力為44~50N,拋光時(shí)間為8~10min,拋光后試樣表面局部還存在細(xì)小的劃痕,見圖4c)。最后精拋,選用TexMet C型拋光布和粒徑為3μm的金剛石懸浮液拋光劑,試樣壓力為40~44N,拋光時(shí)間為8~10min,拋光后試樣表面光潔,見圖4d)。
表4 四步法磨拋α+β型鈦合金金相試樣的工藝參數(shù)

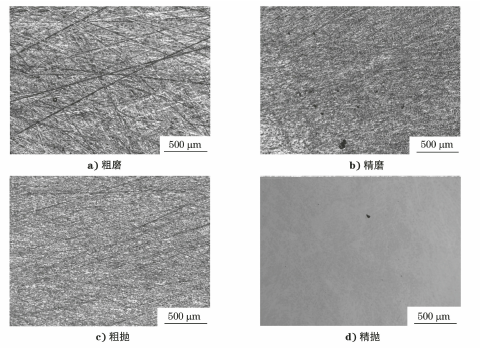
圖4 四步法磨拋的TC18合金金相試樣不同步驟的表面形貌
3.3 β型鈦合金金相試樣磨拋方法
β型鈦合金包括TB5等,采用二道磨制、二道拋光,即“二磨二拋”四步法進(jìn)行磨制。以TB5合金為例,其具體工藝參數(shù)見表5。TB5合金的粗磨以及精磨參數(shù)基本與TC18合金的相同,粗磨后試樣表面仍然存在較大劃痕,見圖5a),精磨后的磨痕細(xì)小均勻,見圖5b)。TB5合金在粗拋與精拋時(shí)試樣壓力比TC18 合金的小,分別為36~40N 和32~36N,其他參數(shù)與TC18合金的相同。粗拋后試樣表面局部存在細(xì)小的劃痕,見圖5c),精拋后試樣表面光潔,見圖5d)。
表5 四步法磨拋TB5 β型鈦合金金相試樣的工藝參數(shù)

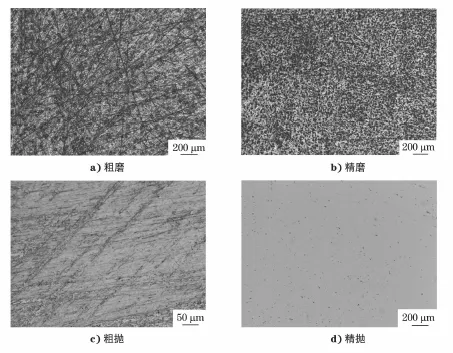
圖5 四步法磨拋的TB5合金金相試樣不同步驟的表面形貌
4 試樣浸蝕方法研究
4.1 浸蝕劑
金相試樣的浸蝕是金相試樣制備中最主要的工序之一。單相合金的浸蝕是化學(xué)溶解的過(guò)程,晶界易受浸蝕而呈凹溝,使組織顯示出來(lái),在顯微鏡下可以看到多邊形的晶粒。兩相合金和多相合金的浸蝕主要是電化學(xué)浸蝕溶解過(guò)程,兩個(gè)組成相具有不同的電極電位,在浸蝕劑中,形成極多微小的局部電池。具有較高負(fù)電位的一相成為陽(yáng)極,被溶入電解液中而逐漸凹下去;具有較高正電位的另一相為陰極,保持原來(lái)的平面高度,因而在顯微鏡下可清楚地看出合金的兩相。對(duì)于多相合金,如果一種浸蝕劑不能將全部組織顯示出來(lái),就應(yīng)采用兩種或更多的浸蝕劑依次浸蝕,使之逐漸顯示出各相。
采用不同的浸蝕劑對(duì)α型、β型以及α+β型鈦合金進(jìn)行浸蝕試驗(yàn),如體積分?jǐn)?shù)為0.5%~1.0%的氫氟酸水溶液浸蝕劑、2mL氫氟酸+35g草酸+5g硝酸鐵+200mL甲醇浸蝕劑、克羅爾(Kroll)試劑等。試驗(yàn)表明,0.5%~1.0%氫氟酸水溶液浸蝕劑可以顯示出純鈦單相α試樣組織的晶界,但對(duì)于兩相的鈦合金浸蝕效果不佳;2mL氫氟酸+35g草酸+5g硝酸鐵+200mL甲醇浸蝕劑對(duì)鈦和鈦合金浸蝕效果不好,晶界顯示不清晰;Kroll試劑幾乎適用于所有鈦和鈦合金試樣組織的浸蝕,效果良好。但對(duì)于不同類型鈦合金,需要通過(guò)試驗(yàn)進(jìn)一步明確試劑配比,以得到更好效果。
4.2 浸蝕方法
鈦及鈦合金的浸蝕劑都是有毒有害的化學(xué)試劑,特別是氫氟酸,在使用時(shí)一定要避免浸蝕劑與身體直接接觸。拋光后的試樣應(yīng)立即浸蝕,且擦蝕比浸泡浸蝕的效果好,主要是因?yàn)榻g形成的致密氧化膜會(huì)阻斷鈦與浸蝕劑的接觸。擦蝕后用酒精清洗試樣表面,并及時(shí)用電吹風(fēng)機(jī)吹干。通過(guò)大量試驗(yàn)驗(yàn)證,最終確定的不同類型鈦合金浸蝕液Kroll試劑具體配比為工業(yè)純鈦:1mLHF+3mLHNO3 +100mL蒸餾水;α型鈦合金:1.5mLHF+4mLHNO3 + 100mL蒸餾水;β型鈦合金:4mLHF+6mLHNO3+100mL蒸餾水;α+β型鈦合金:2mLHF+4mLHNO3+100mL蒸餾水。
5 顯微組織浸蝕效果
圖6為按照前述金相制樣方法得到的部分鈦合金的顯微組織形貌。圖6a)和圖6f)分別為TA1純鈦和TB5合金的等軸組織;圖6b)、圖6c)和圖6e)分別為TA10、TA15和TC11合金的網(wǎng)籃組織;圖6d)為TC4合金的雙態(tài)組織。由圖6可見,這些合金的顯微組織無(wú)劃痕,晶界清晰,無(wú)氧化色,有效地去除了變形黏結(jié)層干擾,顯示出鈦及鈦合金顯微組織的真實(shí)形貌,制備的金相試樣符合檢驗(yàn)要求。
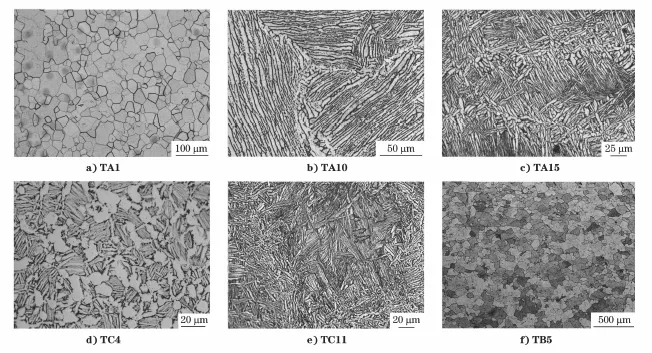
圖6 不同鈦及鈦合金的顯微組織檢驗(yàn)實(shí)例
6 結(jié)論
(1) 鈦合金金相試樣切割要采用超薄的金剛石切割片或者粒度為180目的砂輪切割片,切割轉(zhuǎn)速為150~250r·min-1,進(jìn)給速度為0.5 mm·min-1。切割的試樣可直接使用磨拋機(jī)磨制。
(2) 不同類型鈦或鈦合金的金相試樣磨拋只需采用“一磨兩拋”或“兩磨一拋”三步法工藝或“兩磨兩拋”四步法工藝即可得到合格試樣,大幅提高了金相制樣效率。
(3) 不同類型鈦和鈦合金的金相試樣浸蝕劑配比為如下。工業(yè)純鈦:1mLHF+3mLHNO3+100mL蒸餾水;α型鈦合金:1.5mLHF+4mLHNO3+100mL蒸餾水;β型鈦合金:4mLHF+6mLHNO3+100mL蒸餾水;α+β型鈦合金:2mLHF+4mL HNO3+100mL蒸餾水。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7130

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5741