
去氫脆處理
2021-06-16 16:16:02
作者: 熱處理生態(tài)圈 來源: 熱處理生態(tài)圈
分享至:


文章主要說明氫脆產(chǎn)生的原因,并以液壓主控閥閥芯為例講述發(fā)生氫脆的薄弱點(diǎn),最后闡明了去氫脆處理的主要措施。
一、氫脆的定義
氫脆是溶于鋼中的氫聚合為氫分子,造成應(yīng)力集中,超過鋼的強(qiáng)度極限,在鋼內(nèi)部形成細(xì)小的裂紋,又稱白點(diǎn)。氫脆主要發(fā)生在低合金高強(qiáng)度鋼、不銹鋼及彈性零件上,造成氫脆的主要原因是表面處理,如電鍍、氮化等零件的處理過程中產(chǎn)生的氫滲入到金屬內(nèi)部導(dǎo)致晶格排列混亂,產(chǎn)生扭曲,造成內(nèi)應(yīng)力增加,使金屬或鍍層產(chǎn)生脆性,從而引起零件的斷裂或鍍層的脫落。在過程中氫脆的發(fā)生需要滿足兩個條件:金屬有較高的含氫量;有一定的外力作用。
由于氫脆所導(dǎo)致的滯后開裂的特性,嚴(yán)重影響零部件的使用性能,存在較大的安全隱患。因此在零件的設(shè)計(jì)加工時,尤其是液壓元件工作在高壓下,更需要嚴(yán)格控制。
二、去氫脆處理適用的范圍及工序
并不是所有金屬在表面處理過程中都會產(chǎn)生氫脆現(xiàn)象,通過研究數(shù)據(jù)及實(shí)踐來看,在零件表面處理后氫脆主要產(chǎn)生于以下材料中。
(1)抗拉強(qiáng)度在981N/mm2(或硬度在38HRC)以上的經(jīng)過熱處理的碳素鋼及合金鋼零件。
(2)硬度為370HV以上的彈簧鋼(包含琴鋼絲、油回火鋼絲、高碳鋼絲)的零件。
(3)在抗拉強(qiáng)度1236N/mm2以上(或36HRC以上)實(shí)施熱處理的馬氏體的不銹鋼產(chǎn)品。
現(xiàn)在的加工中,可導(dǎo)致氫脆的工序主要有酸洗、電鍍、氮化、電解,以上工序在處理零件表面時,會產(chǎn)生氫且滲入到零件中,從而導(dǎo)致氫脆。
三、氫脆的案例分析
液壓產(chǎn)品一般需在高壓下工作,部分零件承受的力較大,當(dāng)零件吸氫后,在其薄弱地方會發(fā)生斷裂,如圖1所示的閥芯。閥芯內(nèi)部為中空,由于功能要求,中空處需要與單向閥配合密封,閥芯處于高壓工作,這就需要與單向閥的配合處具有較強(qiáng)的抗沖擊性及韌性,同時為了達(dá)到一定的耐磨要求,許多廠家選擇該種閥芯表面鍍鉻處理,而且要求的鍍層較厚,但由于鍍鉻工藝本身電流效率低,因此需要電鍍的時間較長,滲氫嚴(yán)重。
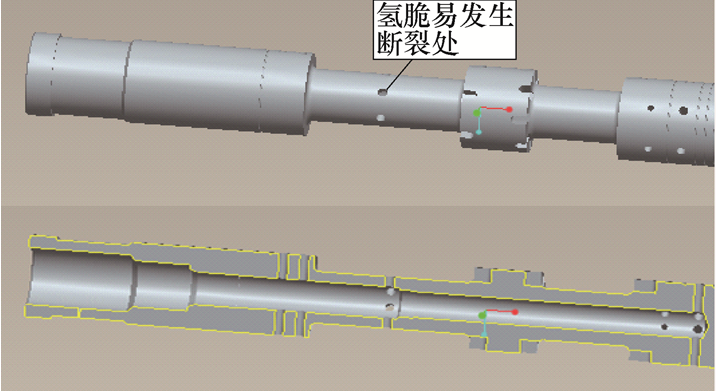
圖1 主控閥閥芯示意
該閥芯材質(zhì)為42CrMo,調(diào)質(zhì)處理后硬度為32~36HRC,裝配后要求鍍鉻層厚度0.04~0.06mm。閥芯為液壓挖掘機(jī)所用,額定工作壓力31.3MPa,而且由于挖掘機(jī)的特性,沖擊壓力的峰值可達(dá)到60MPa以上,該閥芯電鍍后沒有去氫脆處理,因此在挖掘機(jī)上使用一段時間后發(fā)生斷裂,如圖2所示。

圖2 閥芯斷裂
在發(fā)生斷裂后,對閥芯進(jìn)行了理化分析,實(shí)測閥芯心部硬度為34.5HRC,并對閥芯電鍍前及電鍍后的截面分別做了金相分析,如圖3、圖4所示。通過晶相圖4可以看出,電鍍后閥芯晶相圖中出現(xiàn)明顯的沿晶斷裂的特征——冰糖狀斷口。
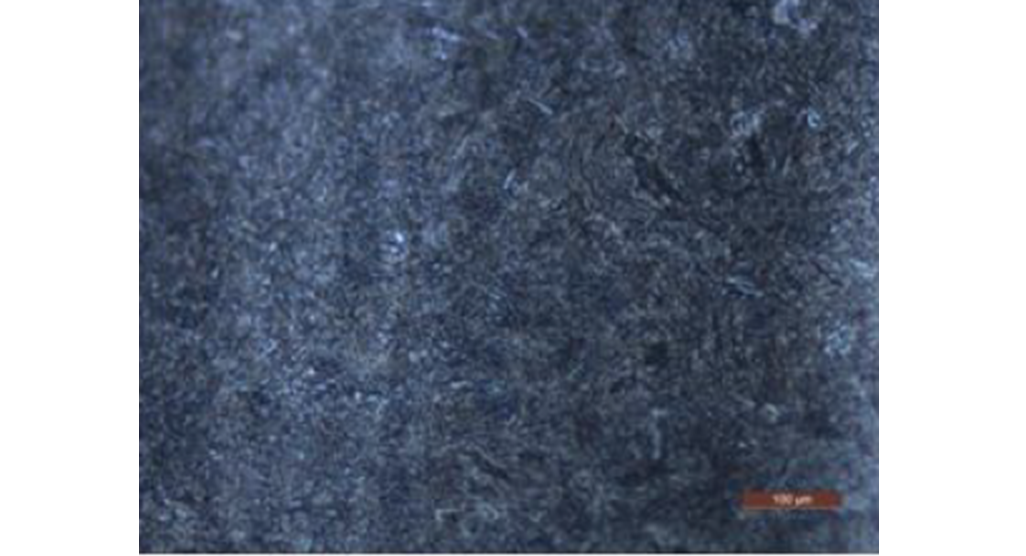
圖3 閥芯電鍍前晶相
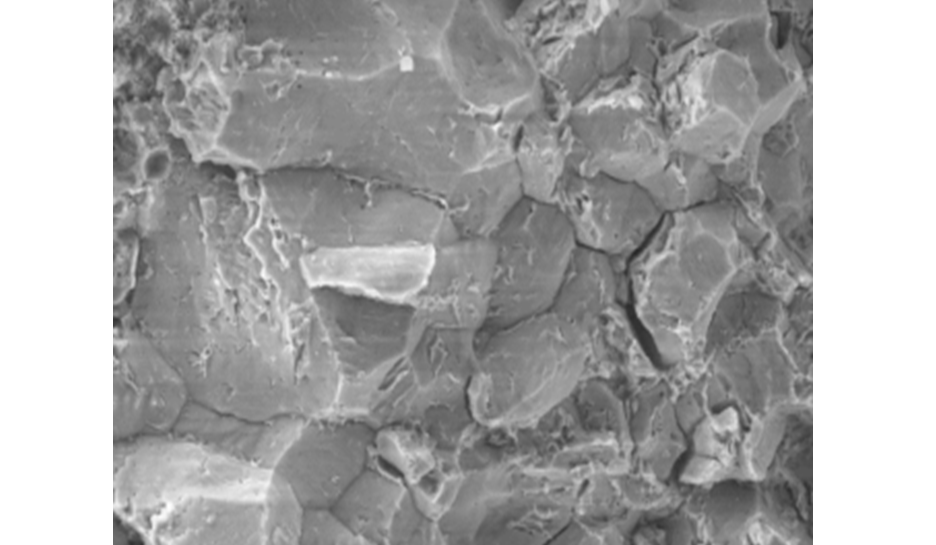
圖4 閥芯電鍍后晶相
四、去氫脆的措施及預(yù)防
去除零件吸附氫氣而產(chǎn)生的氫脆,一般選擇使用干燥處理,干燥處理一般分為:
(1)一般性干燥處理,干燥溫度200℃左右。
(2)低溫干燥處理,干燥溫度在180℃以下。
干燥處理的方法如下:
(1)干燥處理,最好是在經(jīng)過吸附氫氣工序之后馬上實(shí)施,最長不得超過4h。
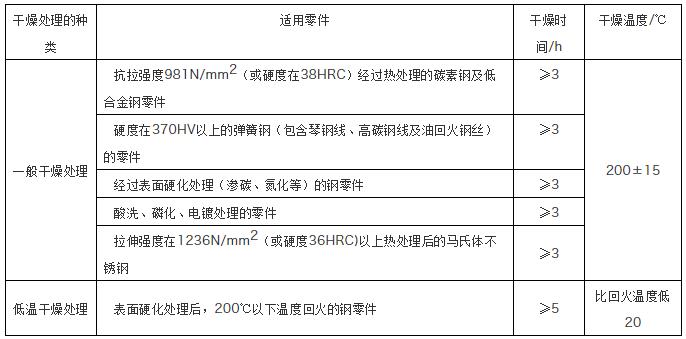
(2)干燥處理的時間及溫度按附表中要求執(zhí)行,原則上必須一次處理完成,處理開始后,不能中斷,按規(guī)定的時間連續(xù)保持并完成。
(3)鍍層剝離后再次電鍍的情況,或在電鍍之后又實(shí)施其他鍍層的,脆化工序兩次以上的情況,從最初的工序到實(shí)施最終工序后的干燥處理時間在4h以內(nèi)時,可只實(shí)施最終工序后的干燥處理,其他的可以省略。
去氫脆處理的工藝要求
在零件的設(shè)計(jì)及加工時,也應(yīng)提前預(yù)防氫脆的產(chǎn)生,如可適當(dāng)?shù)貙σ桩a(chǎn)生氫脆的材料在表面處理前進(jìn)行加熱、噴丸或振動等處理,使工件上的氫氣得以逸出,應(yīng)力得到釋放,減少氫脆現(xiàn)象的產(chǎn)生;在滿足性能的前提下,盡量采用滲氫量少的工藝,如表面處理的除油、除銹等,可采用化學(xué)除油、清洗劑或溶劑除油;在除銹和氧化皮時,盡量采用吹砂除銹,若采用酸洗,需要在酸洗液中添加緩蝕劑等。
五、結(jié)束語
一般來說,材料強(qiáng)度越大,其氫脆敏感性也越大,除了硬度以外,還應(yīng)綜合考慮以下幾點(diǎn):
(1)零件的使用安全系數(shù),安全重要性大的零件,應(yīng)加強(qiáng)去氫處理。
(2)零件的截面積小的零件,如細(xì)小的彈簧、較薄片簧等。
(3)帶有易產(chǎn)生應(yīng)力集中的缺口狀零件。
表面處理過程中的氫脆危害極大,去氫脆要求是技術(shù)人員在設(shè)計(jì)加工時必須明確的概念,根據(jù)不同的零件及使用的情況采取適當(dāng)?shù)拇胧赃_(dá)到消除氫脆的目的。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7130

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5741