



法蘭軸如圖1所示,材料為40Cr,總長度215mm。軸體部分的直徑為60mm、長度210mm,圓柱外表面淬火,淬硬層深度1~3mm,硬度45~50HRC。法蘭部分直徑為90mm,厚度僅為5mm,內端面表面淬火,淬硬層深度:1~3mm,硬度45~50HRC。感應淬火的方式為立式掃描淬火,從法蘭的內端面開始,自下而上掃描淬火。在感應淬火過程中,法蘭部分極易被加熱,過燒,產生淬透的現象,不能滿足技術要求。后經過多次工藝參數的調整,效果均不明顯。這就需要另辟蹊徑,采取新的方式來解決法蘭邊被淬透的問題。
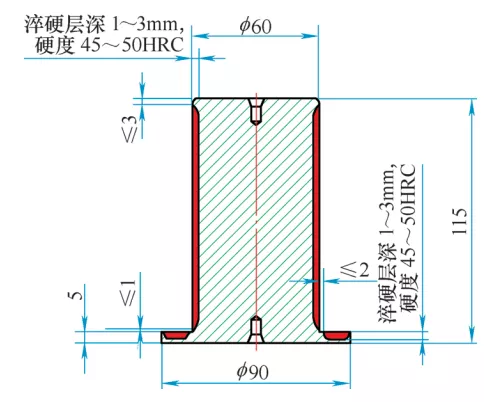
圖1 法蘭軸淬火要求
一、原因分析
法蘭軸的圓柱體的實體厚實,材料熱容量較高,在感應淬火過程中,采用的是透入式加熱(即淬火加熱層小于感應電流熱透入深度)。透入式淬火加熱層的溫度分布,從外到里依次為:表面過熱層、淬火加熱層(全奧氏體層)、加熱過渡層。
表面過熱層的深度很小,可以忽略不計,數值取0。
淬火加熱層會不斷地向柱體內縱深推進,直至達到感應電流的透入深度。根據法蘭軸圓柱體部分的熱處理層深1~3mm的技術要求,法蘭軸淬火時的實際淬硬層深控制在2mm左右最合適。
加熱過渡層遠小于淬火加熱層,其一般層深為感應電流透入深度的0.25~0.3倍,即深度為1mm左右。
為達到最佳淬火效率,感應電流的透入深度應為4mm左右比較適合,則:總加熱熱流擴展深度≈表面過熱層深度+過感應電流的透入深度+加熱過渡層的深≈0+4+1≈5(mm)同理,當感應器加熱到法蘭內端面時,總加熱層深度為5mm,而法蘭的厚度也為5mm。因此,法蘭被加熱透,淬火時就會被淬透,導致零件報廢。
二、解決措施
根據上述原因分析,要解決法蘭軸的法蘭被淬透的問題,一是改變零件的結構,增加法蘭的厚度,不產生淬透的現象,這個方案顯然是不可行的,因為零件圖不能改動;二是通過熱傳導的方式將法蘭外端面的熱量導出,從而保證法蘭軸的內端面的淬硬層深度。
措施一:水冷卻傳熱,如圖2所示。制作一個冷卻水盒,設置有進水口和出水口,進水口通入冷卻的淬火液。法蘭軸的外端面與冷卻淬火液直接接觸,其熱量被冷卻淬火液吸走,并從冷卻水盒的出水口流出。水盒內孔與法蘭外徑的間隙0.1~0.3mm,調整好水盒進水口和出水口的流量,使進水口的流量略大于出水口的流量,水就不會從間隙中飛濺出來,如果稍微涌出一點水,不影響淬火效果。
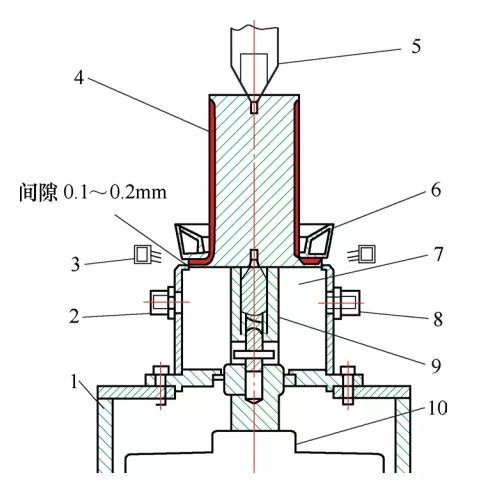
圖2 法蘭軸水冷裝置
1.支撐座 2.淬火進水口 3.噴水圈 4.法蘭軸
5.上頂尖 6.感應器 7.水盒 8.淬火出水口
9.下頂尖 10.主軸
措施二:鋼材工裝傳熱,如圖3所示。專用工裝用于放置法蘭軸,法蘭軸的法蘭外端面(底面)直接與工裝接觸,法蘭的熱量被傳導到工裝上;法蘭的底面和外徑與工裝直接接觸,從而將法蘭的熱量吸走。工裝外圈的高度比法蘭的高度低0.1~0.3mm,使感應器產生的磁場感應到工裝外圓的上端面,分散了法蘭外圓處的磁通量,從而使法蘭軸內端面的淬硬層深度和形狀達到技術要求。而工裝上的熱量會被淬火液帶走,不會產生熱能量的累加,不影響批量生產。
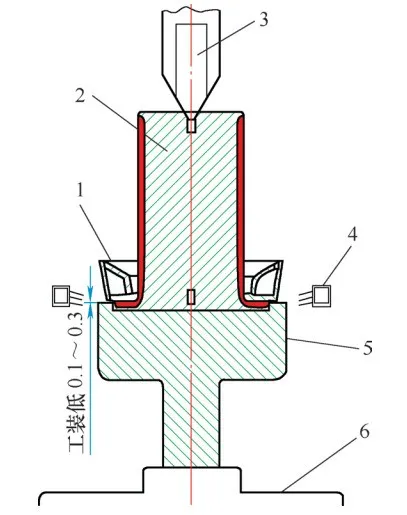
圖3 法蘭軸淬火工裝
1.感應器 2.法蘭軸 3.上頂尖
4.淬火噴水器 5.工裝 6.主軸
在采取借助外冷卻導熱的方式時,要從三個方面考慮:一是必須滿足零件的熱處理技術要求;二是要提高感應淬火加工的效率;三是要降低裝置的制作成本和使用成本。
三、兩種解決方案比較
在感應淬火生產中,我們對兩種解決方案進行了比較。
(1)采用水冷卻的方式,通過與淬火液的接觸將法蘭軸法蘭的熱量導出,起到了增加其熱容量的效果。
優點:滿足法蘭軸的熱處理技術要求,導熱效果較好。
缺點:冷卻裝置的結構較復雜、制作成本較高。
(2)采用鋼材工裝傳熱的方式,通過工裝的熱傳導和分散感應磁通量,將加載到法蘭的熱量帶走。
優點:滿足法蘭軸的熱處理技術要求,裝置的結構較簡單、制作成本較低、使用成本低。
缺點:工裝外圓上端面被反復加熱火后,容易燒壞。
通過兩種方式的比較,采用鋼件工裝傳熱、分散磁場的方式進行感應淬火,工裝結構簡單,制作和使用成本也較低,該方案占優。
圖4所示樣塊的熱型不太完美,但淬硬層深度檢測結果滿足法蘭軸的熱處理技術要求。用于正式生產,淬硬層深度控制在2mm左右。

圖4 樣塊
四、結語
對于幾何形狀差別比較大的法蘭軸,在感應淬火加工過程中,材料厚度比較薄的法蘭邊極易被淬透。其主要原因是其熱容量不夠。當進行工藝參數的調整也不能解決問題時,就要想辦法借助外冷卻導熱的方式,將加載到法蘭邊的熱量導出,間接地提高法蘭軸法蘭體的熱容量,從而使法蘭內表面的淬硬層深度滿足熱處理技術要求。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”