
【論文介紹】旋片噴丸對(duì)7B04-T6鋁合金應(yīng)力腐蝕抗性的影響
2020-12-08 11:53:00
作者:賀旺, 王燕禮, 王亞南, 劉金生, 譚志國(guó), 高建 來源:航空材料學(xué)報(bào)
分享至:


研究背景
7B04-T6鋁合金制典型結(jié)構(gòu)存在應(yīng)力腐蝕開裂(SCC)的風(fēng)險(xiǎn),應(yīng)用在飛機(jī)上會(huì)影響飛機(jī)結(jié)構(gòu)完整性。針對(duì)存在在維修中無法更換的結(jié)構(gòu)的實(shí)際情況,考慮采用可現(xiàn)場(chǎng)實(shí)施的旋片噴丸技術(shù)對(duì)未開裂同類結(jié)構(gòu)進(jìn)行預(yù)防性修理,以提高結(jié)構(gòu)應(yīng)力腐蝕抗性。并從表面粗糙度、表面殘余應(yīng)力、表面形貌、恒載荷應(yīng)力腐蝕實(shí)驗(yàn)、斷口分析、靜強(qiáng)度、斷面收縮率等7個(gè)方面分析原始機(jī)加(T01~T03試樣)、噴丸工藝一處理(噴丸強(qiáng)度0.1~0.2 A、旋片轉(zhuǎn)速2000 r/min、覆蓋率100%)(T04~T06試樣)、噴丸工藝二處理(噴丸強(qiáng)度0.1~0.2 A、旋片轉(zhuǎn)速均2000 r/min、覆蓋率100%)(T07~T08試樣)等3種試樣的應(yīng)力腐蝕抗性及影響機(jī)理。恒載荷應(yīng)力腐蝕實(shí)驗(yàn)條件:(35±1)℃、3%NaCl+0.5%H2O2(質(zhì)量分?jǐn)?shù))溶液、載荷350 MPa。
2結(jié)果展示
圖1顯示,原始加工試樣表面存在約-50 MPa殘余應(yīng)力,噴丸工藝一在試樣表面引入約-350 MPa殘余應(yīng)力,噴丸工藝二引入約-275 MPa殘余應(yīng)力。
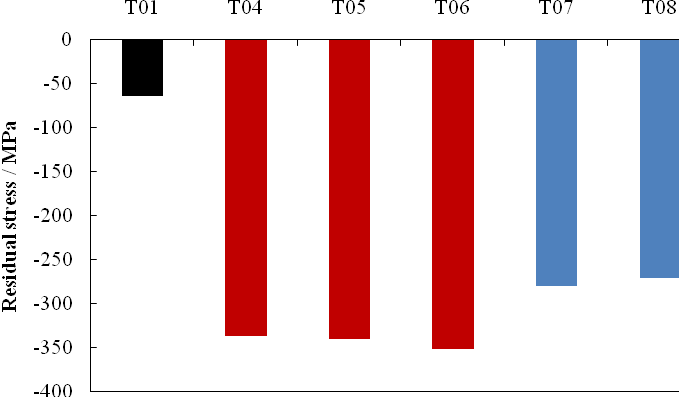
圖1 表面殘余應(yīng)力
圖2顯示,原始加工試樣表面粗糙度Ra約為0.9 mm,噴丸工藝一處理試樣約為1.6 mm,噴丸工藝二處理試樣約為1.8 mm。
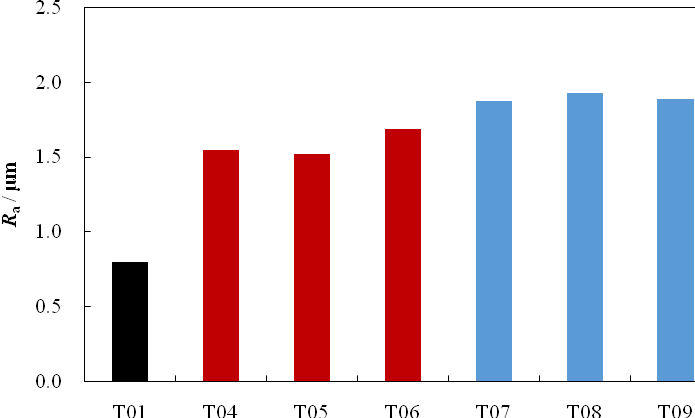
圖2 表面粗糙度
圖3顯示,原始加工試樣表面光滑,加工性痕跡較明顯;噴丸試樣表面存在大量凹坑,消除了方向性痕跡。兩種噴丸工藝處理的試樣表面形貌相似。

圖3 表面形貌
(a)原始加工試樣;(b)噴丸工藝一處理試樣;(c)噴丸工藝二處理試樣
圖4顯示,原始加工試樣持久時(shí)間在44~222 h之間,噴丸工藝一處理試樣在1250 h以上,噴丸工藝二處理試樣在1000 h以上,噴丸工藝一處理試樣持久時(shí)間更長(zhǎng)。
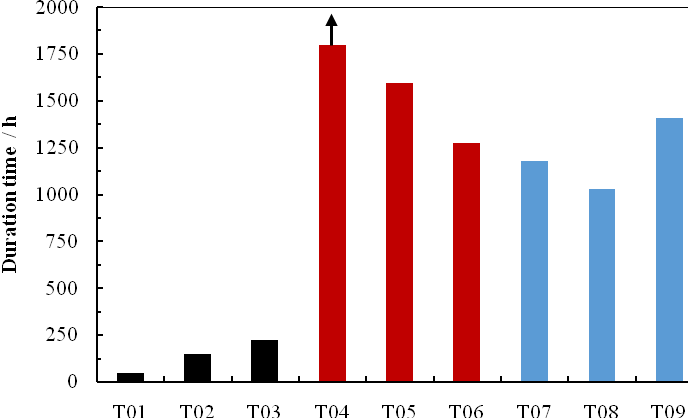
圖4 應(yīng)力腐蝕持續(xù)時(shí)間
圖5顯示,斷口特征相似,裂紋均起于試樣表面,在裂紋源處有部分晶粒被腐蝕;隨后,腐蝕向內(nèi)部延伸一定深度,更多晶粒被腐蝕;腐蝕主要是沿晶界發(fā)生,斷口表現(xiàn)為沿晶斷裂。
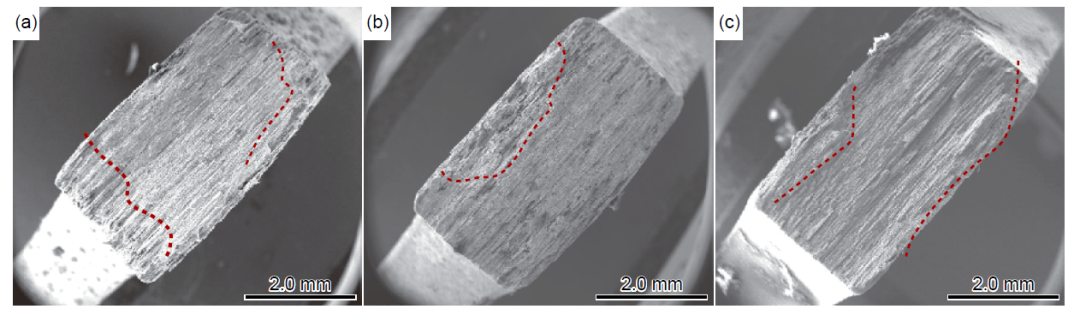
圖5 典型斷口SEM照片
(a)原始加工試樣;(b)噴丸工藝一處理試樣;(c)噴丸工藝二處理試樣
圖6顯示,兩種噴丸工藝處理試樣強(qiáng)度極限均為586.6 MPa,較處理前降低了2.9 MPa,可認(rèn)為噴丸對(duì)材料強(qiáng)度極限沒有影響。圖7顯示,兩種噴丸工藝處理試樣屈服強(qiáng)度均降低了約15 MPa,但這種表觀測(cè)試結(jié)果并不能說明噴丸對(duì)材料的屈服強(qiáng)度產(chǎn)生影響,具體的影響規(guī)律有待進(jìn)一步研究。圖8顯示,噴丸對(duì)材料斷面收縮率沒有明顯影響。
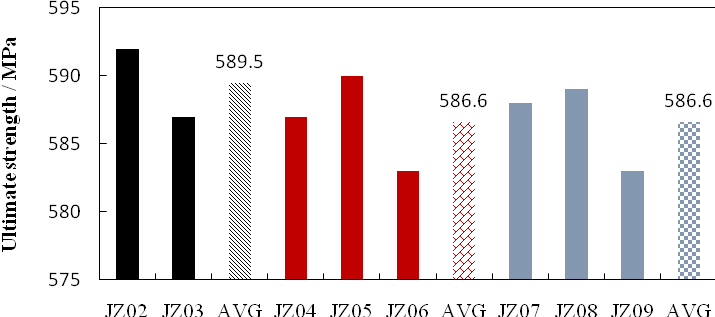
圖6 噴丸對(duì)強(qiáng)度極限的影響
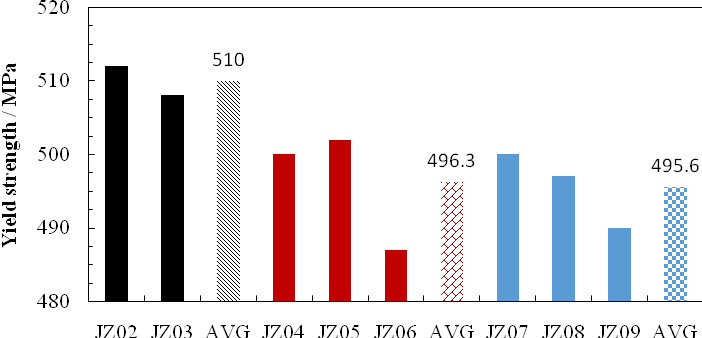
圖7 噴丸對(duì)屈服強(qiáng)度的影響
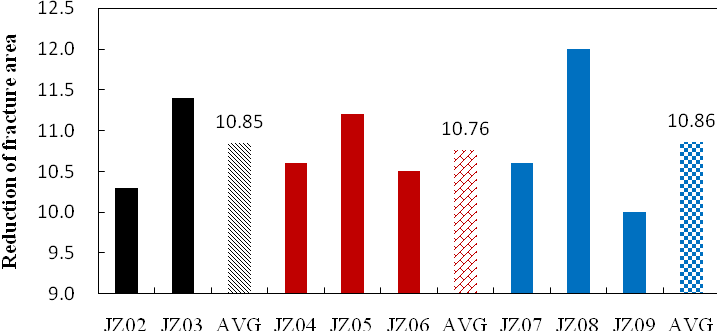
圖8 噴丸對(duì)斷面收縮率的影響
3結(jié)論
(1)0.1~0.2 A和0.2~0.3 A兩種噴丸強(qiáng)度可分別在7B04-T6鋁合金表面形成-350 MPa和-275 MPa殘余壓應(yīng)力,表面粗糙度Ra從噴丸前的0.9 mm分別增大至1.6 mm和1.8 mm。
(2)噴丸可改善7B04-T6鋁合金抗應(yīng)力腐蝕開裂性能,0.1~0.2 A和0.2~0.3 A兩種噴丸強(qiáng)度處理試樣的應(yīng)力腐蝕持續(xù)時(shí)間分別是未噴丸試樣的11.3倍和8.7倍,且0.1~0.2 A噴丸強(qiáng)度改善效果更佳。
(3)噴丸處理對(duì)材料強(qiáng)度極限和斷面收縮率沒有明顯影響。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 7B04-T6鋁合金, 載荷350 MPa, 腐蝕實(shí)驗(yàn)
相關(guān)文章

官方微信
《中國(guó)腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國(guó)腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):7130

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):5741