
典型軸承熱處理技術應用
2020-08-05 15:19:03
作者:楊清泉 來源:熱處理生態圈
分享至:


汽車用的軸承分為滑動軸承和滾動軸承兩大類。滑動軸承主要用于發動機上。滾動軸承廣泛用于汽車上的各個機械與電氣總成上。滾動軸承有球形及滾子兩種,按照承受負荷的大小及方向不同又分為向心軸承和推力軸承,向心軸承適合承受徑向(重直于軸心線)負荷,推力軸承適合承受軸向(平行于軸心線)負荷,還有一種同時承受徑向和軸向力的向心推力軸承。其實,現在幾乎所有的滾動軸承都可以在一定條件下同時承受徑向負荷和橫向負荷,只是偏重于哪一方面或者兩者兼顧。滾動軸承主要分有滾珠軸承、滾柱軸承和滾針軸承,按照作用不同分置在汽車上的各個部位。由于軸承的種類比較多,在這里以常用的典型的滾動軸承為代表介紹此類軸承的熱處理技術的應用。
1.滾動軸承使用要求
滾動軸承品種很多,但結構上一般均由外套、內套、滾動體(鋼球、滾柱、滾針)和保持架組成。滾動軸承大多在集中、高載荷,并承受交變應力,以及高轉速下服役。其失效的主要形式是疲勞和磨損。滾動軸承的軸承圈及滾動元件一般用高純度的特種鉻合金鋼制成,主要是GCr15鋼和 GCr15SiMn鋼,其中GCr15鋼用量最大。熱處理對提高滾動軸承內在質量及延長使用壽命起著至關重要的作用,在這里以GCr15鋼為材質的熱處理技術應用來和各位同行交流。
2.生產工藝
以規格型號:TM6305、TM6205、TM6206、TM6207等此類軸承為例的主要生產工藝流程如下:
(1)外圈加工
原材料(軸承鋼棒料)下料→球化退火→鍛造(熱鍛或高速鍛)→超細化處理→粗車加工→精車加工→強化熱處理→拋丸→雙端面粗磨→無心磨粗磨→粗磨外溝→補充回火→深冷處理→雙端面精磨→無心磨精磨→精磨外溝→精研外溝→零件終驗→打標識、零件清洗。
(2)內圈加工
原材料(軸承鋼棒料)下料→球化退火→鍛造(熱鍛或高速鍛)→超細化處理→粗車加工→精車加工→強化熱處理→拋丸→雙端面粗磨→無心磨精磨→粗磨內溝→粗磨內孔→補充回火→深冷處理→雙端面精磨→精磨內溝→精磨內孔→精研內溝→零件清洗。
(3)裝配(內圈、外圈、鋼球、保持架)
合套→鉚壓→成品退磁清洗→全檢測振動值→全檢游隙→全尺寸、外觀檢驗→防銹包裝。
3.預備熱處理工藝
針對GCr15鋼含有較多的鉻碳化物形成元素,含碳量、含鉻量都很高的特點,設定了如下預熱處理工藝:
(1)鋼材下料后在鍛造前進行等溫球化退火工藝,如圖1所示。使用型號為GKT -50的輥底式真空鎖氣連續退火生產線,球化后,組織為點狀和球狀珠光體,硬度:185~207HBW。球化退火后達到細化碳化物的目標。
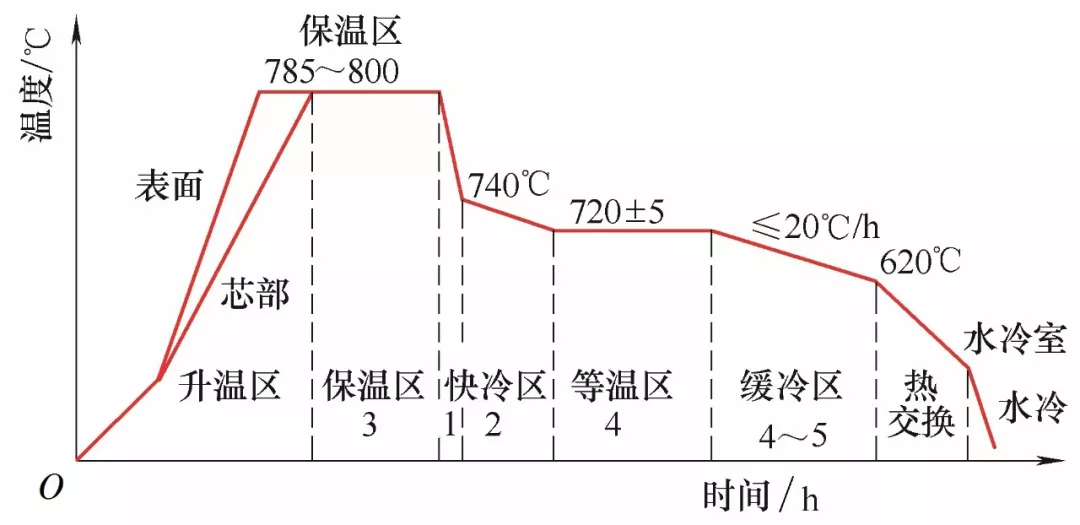
圖 1
(2)鍛造后毛坯碳化物的超細化處理工藝,如圖2所示。為了降低能耗,利用鍛造余熱,保證軸承工件毛坯終鍛溫度在850~900℃,然后加熱到1050℃固溶,使碳化物溶解,并使成分均勻化,然后淬入等溫槽在310℃進行等溫轉變獲得下貝氏體組織,再將等溫轉變完成后的工件進行短時間的等溫球化。經過這樣處理的工件毛坯具有超細化的碳化物,碳化物的外形比較圓整,分布也比較均勻,也有利于消除或減輕帶狀偏析等不良缺陷。
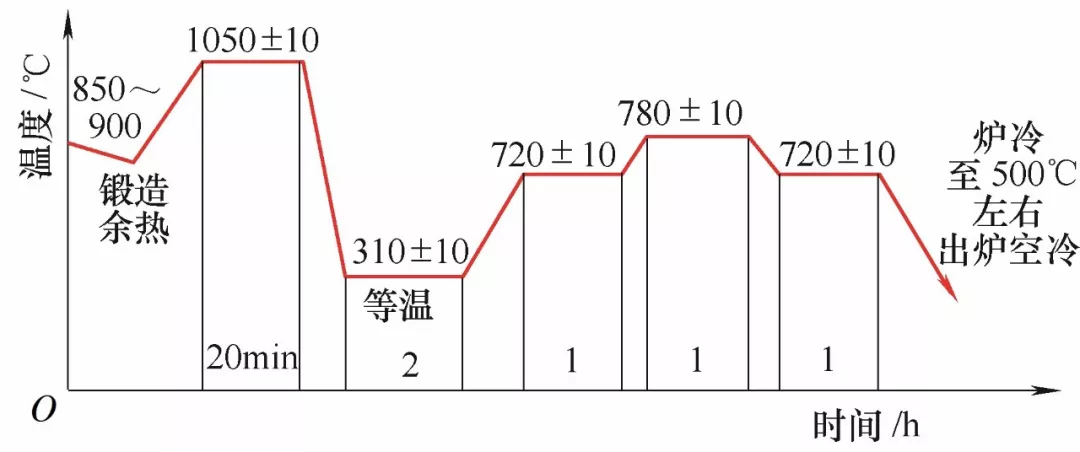
圖 2
4. 碳氮共滲工藝
針對GCr15鋼的特點和滾動軸承的服役條件,考慮到此類汽車軸承的載荷比較大的使用特點,內圈、外圈采用了碳氮共滲工藝:
為了降低熱處理成本,我們特別開發了適合碳氮共滲的連續式網帶爐進行碳氮共滲處理,具體參數為:加熱溫度:835℃±5℃,最后一區溫度降為825℃±5℃;碳勢:1.3%C,最后一區1.2%C;從入爐到加熱完成總時間:420min;CH3OH:2000mL/min;NH3:2L/min;使用分級淬碳氮共滲工藝火油淬火,油溫:110℃±5℃;清洗:60~80℃;冷處理:5~15℃;回火:190℃±5℃(外圈:210℃±5℃),回火時間:180 min。經過上述碳氮共滲處理后的工件檢測結果為:表面硬度:基準(61~65HRC),實績63HRC;滲層深度:基準(≥0.25mm),實績0.4mm;金相組織:碳化物1級、馬氏體1級(見圖3、4)。針對滾動體的特點我們也特別開發了新的碳氮共滲的設備,能夠使滾動體深層比較均勻,使用和內圈相似的碳氮共滲的工藝,達到了強化的效果。
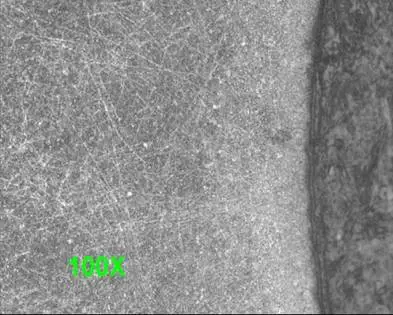
圖3 GCr15鋼碳氮共滲,淬、回火的表層組織(100×)
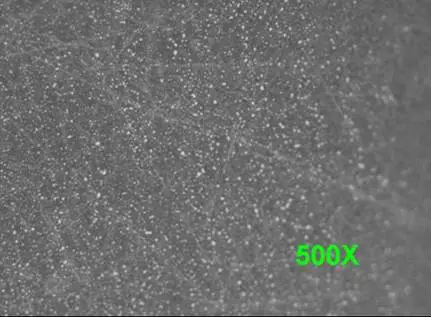
圖4 GCr15鋼碳氮共滲,淬、回火的表層組織(500×)
為了消除精加工前的機加工過程產生的應力,增加了一次180℃、4h的補充回火。為了減少淬火組織中殘留奧氏體的含量,并使剩余的殘留奧氏體趨于穩定,從而增加尺寸穩定性進行了-50℃、1.5h的深冷處理。
5使用效果
應用了上述的熱處理工藝后的滾動軸承與未經過強化的同型號的滾動軸承,經過發動機臺架400h耐久測試后對比的照片如圖5所示,經過強化后的軸承耐磨損效果明顯,使發動機軸承的使用壽命增加明顯。

(a)強化 (b)未強化
圖5 發動機臺架耐久測試后的強化軸承與未強化軸承
5.結語
通過應用等溫球化退火、超細化處理的預處理工藝細化并均勻化了碳化物,很好的改善了帶狀偏析,再經過對內圈、外圈、滾動體的碳氮共滲的強化熱處理,以及經過減少機加工過程中的應力的補充回火和提升尺寸穩定性的深冷處理使發動機滾動軸承具有了極高的耐磨性及耐久使用壽命高的特點,提升了使用者的安全性。
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。
相關文章

官方微信
《中國腐蝕與防護網電子期刊》征訂啟事
- 投稿聯系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 中國腐蝕與防護網官方QQ群:140808414
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數:7130

腐蝕與“海上絲綢之路”
點擊數:5741