
陶瓷玻璃常用成型工藝
2016-07-29 11:52:26
作者:本網(wǎng)整理 來源:新材料在線
分享至:


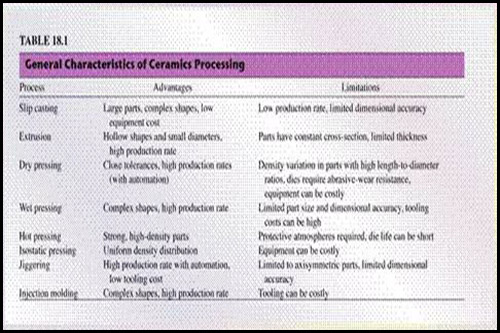
陶瓷常用工藝特點(diǎn)
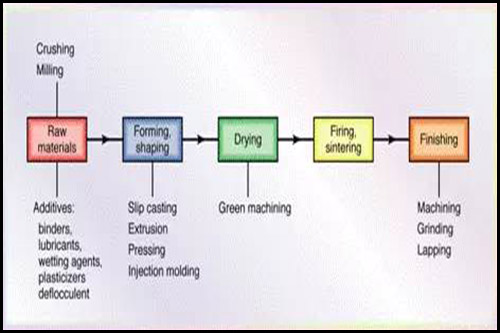
陶瓷工藝流程
陶瓷注漿成型
是基于多孔石膏模具能夠吸收水分的物理特性,將陶瓷粉料配成具有流動(dòng)性的泥漿,然后注入多孔模具內(nèi)(主要為石膏模),水分在被模具(石膏)吸入后便形成了具有一定厚度的均勻泥層,脫水干燥過程中同時(shí)形成具有一定強(qiáng)度的坯體。
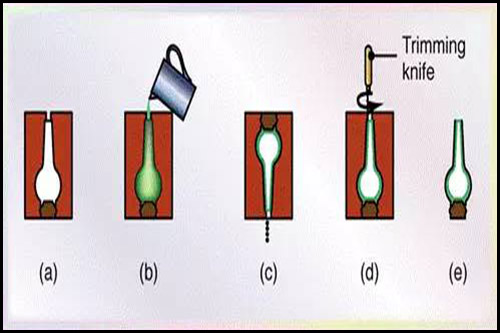
注漿成型流程圖。來源: F. H. Nortonr F. H. Norton
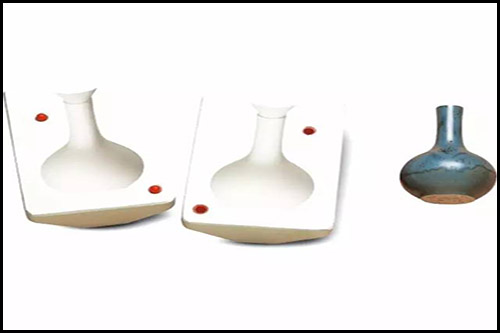
注漿成型模具(圖片來源:greatart.co.uk)
流延成型(刮到法)
首先把粉碎好的粉料與有機(jī)塑化劑溶液按適當(dāng)配比混合制成具有一定黏度的料漿,料漿從容器同流下,被刮刀以一定厚度刮壓涂敷在專用基帶上,經(jīng)干燥、固化后從上剝下成為生坯帶的薄膜,然后根據(jù)成品的尺寸和形狀需要對(duì)生坯帶作沖切、層合等加工處理,制成待燒結(jié)的毛坯成品。
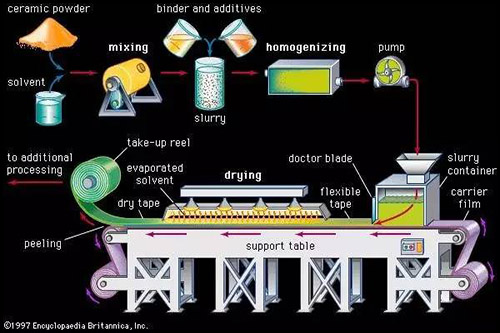
流延成型(刮到法)過程示意圖(來源:media-1.web.britannica.com)
擠出
將粉料、粘結(jié)劑、潤(rùn)滑劑等與水均勻混合,然后將塑性物料擠壓出剛性模具即可得到管狀、柱狀、板狀以及多孔柱狀成型體。
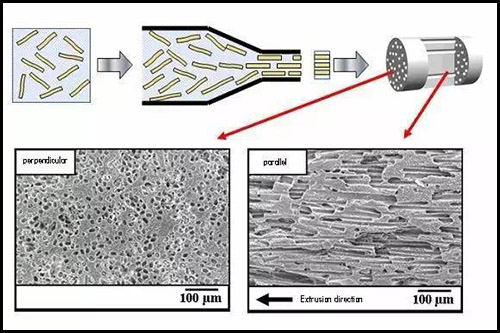
陶瓷擠出成型示意圖(來源:rmat.ceram.titech.ac.jp)

陶瓷擠出成型(來源:du-co.com)
其缺點(diǎn)主要是物料強(qiáng)度低容易變形,并可能產(chǎn)生表面凹坑和起泡、開裂以及內(nèi)部裂紋等缺陷。擠壓成型用的物料以粘結(jié)劑和水做塑性載體,尤其需用粘土以提高物料相容性,故其廣泛應(yīng)用于傳統(tǒng)耐火材料如爐管、護(hù)套管以及一些電子材料的成型生產(chǎn)。

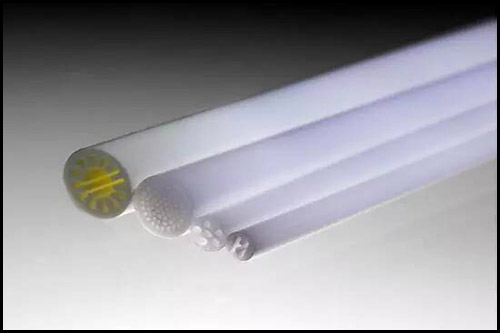
擠出成型陶瓷部件(來源:pilotnbd)
旋坯成型
將可塑泥料放人旋坯機(jī)可以旋轉(zhuǎn)的石膏模中,加力將樣板刀下壓,泥料受樣板刀剪切和擠壓,在白膏模表面將泥料坯體可塑成型。常用于成型盤、碗等類制品。
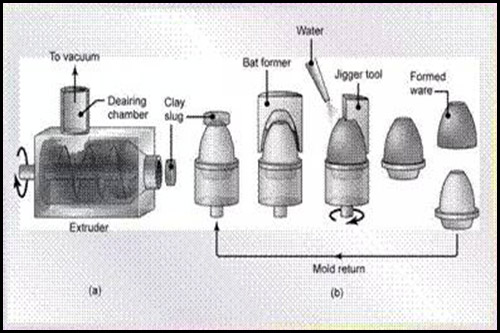
(a)擠出 (b)旋轉(zhuǎn)拉胚 來源: R. F. Stoops

旋轉(zhuǎn)拉胚
濕粘土收縮
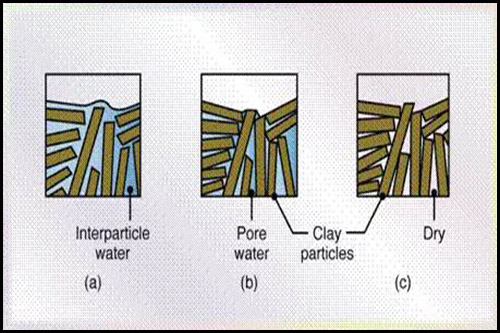
干燥過程中去除水份,濕粘土收縮。收縮率約20%(體積比) 來源: F. H. Norton.
浮法玻璃
熔融玻璃從池窯中連續(xù)流入并漂浮在相對(duì)密度大的錫液表面上,在重力和表面張力的作用下,玻璃液在錫液面上鋪開、攤平、形成上下表面平整、硬化、冷卻后被引上過渡輥臺(tái)。輥臺(tái)的輥?zhàn)愚D(zhuǎn)動(dòng) ,把玻璃帶拉出錫槽進(jìn)入退火窯,經(jīng)退火、切裁,就得到浮法玻璃產(chǎn)品 。
玻璃浮法工藝(來源:media.idownloadblog.com)
拉伸成型和滾壓成型
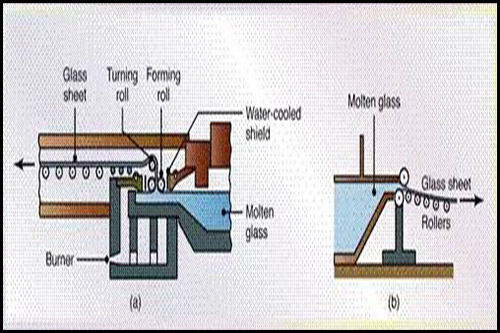
(a) 拉伸成型 (b) 滾壓成型 來源: W. D. Kingery.
玻璃管加工
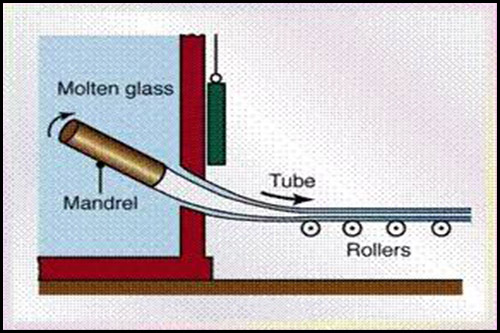
玻璃管成型加工
玻璃瓶生產(chǎn)過程
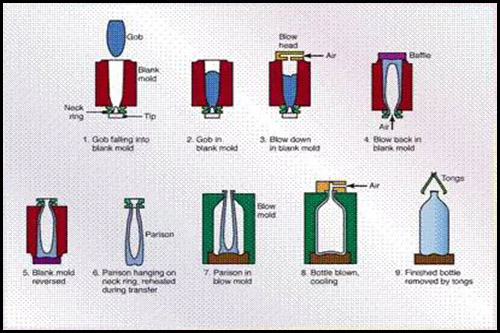
普通玻璃瓶 來源 F. H. Norton.
壓模成型
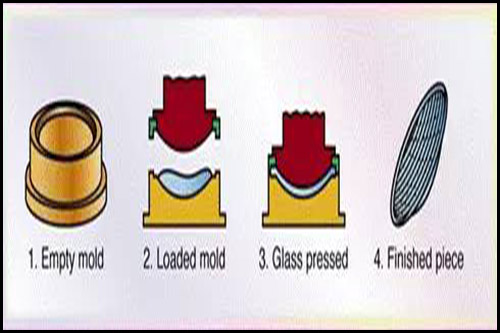
來源:Corning Glass Works.
組合模
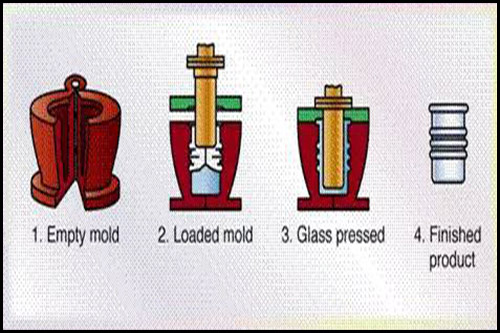
來源: E. B. Shand.
玻璃離心鑄造
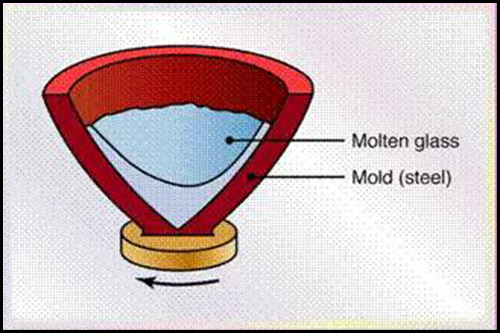
來源: Corning Glass Works.
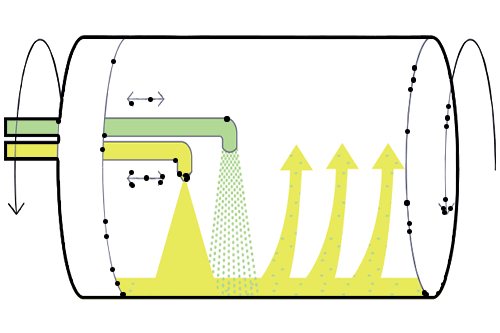
離心鑄造示意圖,來源:compositeslab
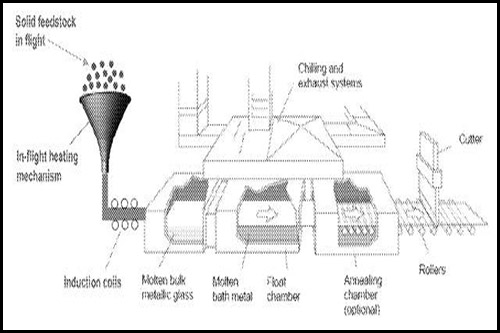
粉末套管法
把先驅(qū)粉末裝入銀或銀合金管中,經(jīng)過旋鍛并拉拔,再軋到最終厚度,得到所需織構(gòu)帶材的工藝。常用于制備高溫超導(dǎo)線材或帶材。
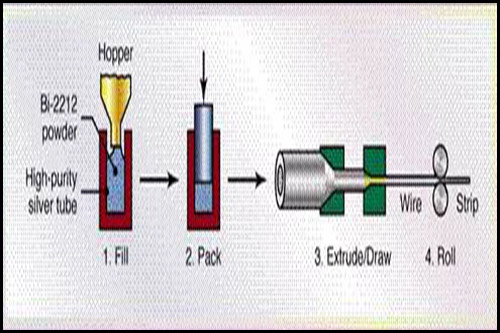
粉末套管法示意圖
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動(dòng)態(tài),我們網(wǎng)站會(huì)不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
-
標(biāo)簽: 陶瓷
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8135

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):6475