
鈦合金軸類零件偏軟不耐磨,一招就能搞定!
2016-05-09 10:01:53
作者:本網(wǎng)整理 來源:金屬加工
分享至:


針對鈦合金軸類零件加工兩端軸時出現(xiàn)的同軸度超差問題,在零件兩端擰上堵頭,在堵頭上加工頂尖孔,作為磨削時的頂尖孔,待零件加工完成后再卸掉堵頭,成功解決了加工難題,保證了加工質(zhì)量。
1. 問題提出
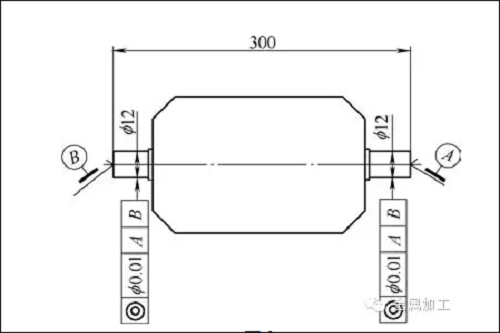
作者公司加工一種反射鏡零件(見圖1),其基體為鈦合金材料,在用數(shù)控外圓磨床加工兩端軸時,遇到了一個問題,就是兩端軸分別加工完成后,測量兩端軸的同軸度約為φ 0.08mm(零件長度約300mm,兩端軸直徑約12mm),這與設(shè)計要求的同軸度φ 0.01mm相差太多。
2. 問題分析
最初認(rèn)為是零件兩端的頂尖孔不同軸引起的,為此特意加工了一個鈦合金圓棒零件做試驗,但結(jié)果依舊如前。后來發(fā)現(xiàn),當(dāng)加工完一端時,在機(jī)床上測量此端軸的圓跳動在0.002mm內(nèi),合格;加工完另一端后,經(jīng)測量該端圓跳動也合格。但是再去測量先前加工的那一端軸的圓跳動,發(fā)現(xiàn)變成了0.06mm(超差)。
又試驗了幾次,情況依舊如此,先加工的一端,在剛加工完后合格,當(dāng)加工完另一端后,后加工的合格,先加工的卻不合格了。而且磨削的時間越長,其誤差越大。由此推斷出,在磨削過程中,兩端的頂尖孔與頂尖之間摩擦?xí)r,發(fā)生了磨損,從而導(dǎo)致兩端軸在磨削后不在同一條直線上,使得同軸度超差。
分析出原因后, 作者讓零件只空轉(zhuǎn),不磨削,空轉(zhuǎn)一段時間后,再測量,發(fā)現(xiàn)兩端都出現(xiàn)了超差,且空轉(zhuǎn)時間越長超差越大,更加證實了上述推斷,說明頂尖孔在磨削過程中,在不斷地被磨損。
3. 問題解決
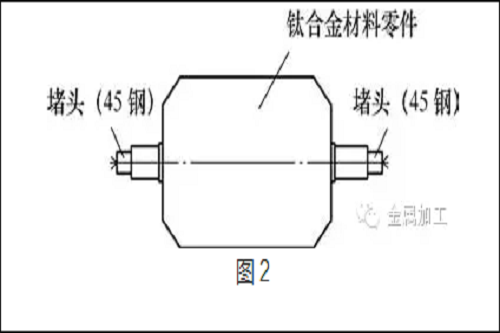
在分析出原因后,采用普通鋼材料做了一次試驗,并未出現(xiàn)鈦合金材料所發(fā)生的問題。因此得出結(jié)論:鈦合金材料偏軟,不耐磨。為了解決這一問題,在零件兩端攻上螺紋,各加一段普通鋼材做成的堵頭擰在上面(見圖2),并在堵頭上加工頂尖孔,作為磨削時的頂尖孔,待零件加工完成后,再把堵頭卸掉。
通過這樣的工藝改進(jìn), 成功解決了困擾許久的加工瓶頸問題,保證了同軸度φ 0.01mm的技術(shù)要求,為日后加工同類型鈦合金軸類零件提供了技術(shù)保障。
更多關(guān)于材料方面、材料腐蝕控制、材料科普等等方面的國內(nèi)外最新動態(tài),我們網(wǎng)站會不斷更新。希望大家一直關(guān)注中國腐蝕與防護(hù)網(wǎng)http://www.ecorr.org
責(zé)任編輯:王元
《中國腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
投稿聯(lián)系:編輯部
電話:010-62313558-806
郵箱:ecorr_org@163.com
中國腐蝕與防護(hù)網(wǎng)官方 QQ群:140808414
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請第一時間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606-806
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點擊數(shù):8135

腐蝕與“海上絲綢之路”
點擊數(shù):6475