【激光表面改性技術】新疆大學孫文磊教授等:激光熔覆CoCrFeNiTi高熵合金工藝優化及預測模型研究
2024-09-05 11:55:56
作者:王宇迪,喬紅超,韓冰,張旖諾,梁金盛,王順山,陳燕,趙吉賓 來源:表面云社區
分享至:
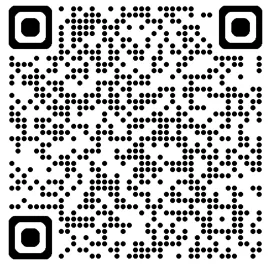
水導激光作為一門新興加工技術,具有較低的熱效應及較高的精度,逐漸廣泛應用于各種硬脆性材料的加工。由于水導激光的燒蝕機理較復雜,因此材料的燒蝕行為也存在差異。中國科學院沈陽自動化研究所喬紅超研究員團隊為了更加深入地研究水導激光作用下SiC材料的燒蝕行為,建立了SiC水導激光加工燒蝕溫度場數值模型,著重探究了SiC材料加工時溫度場的變化。由于水射流強制換熱作用對加工的影響較大,故將水射流貼壁射流流場換熱進行細分和計算,使得水射流換熱作用與實際加工更接近。SiC到達熔點氣化,結合Clausius-Clapeyron方程通過氣化帶走熱通量反求出蝕孔的形貌,從而較準確地分析激光燒蝕過程,以及SiC材料加工時溫度場的變化規律。目前,水導激光燒蝕機理研究還未形成較完善的體系,本研究主要將飛秒激光燒蝕閾值思想融入水導激光燒蝕機理中,并結合燒蝕實驗探究水導激光作用下SiC的燒蝕閾值,并對SiC材料的燒蝕形貌進行分析和研究,揭示SiC材料的水導激光加工去除行為。采用自主研發的水導激光加工系統實驗裝置進行加工,如圖1所示。該系統主要由激光器、水凈化系統、耦合裝置、三維工作平臺、CCD相機、計算機等組成,采用532 nm的Nd:Yag固體激光器,其峰值激光功率為100 W,輸出頻率為50 kHz,脈沖寬度為100 ns。為了減少水對激光能量的吸收,將實驗用水過濾、去離子和除氣,調節高壓水泵,使得水壓穩定在30 MPa。激光束被聚焦在直徑70 μm的水噴嘴中,并與水射流進行耦合,形成水束光纖,激光能量通過水射流被引導至工件,完成加工。
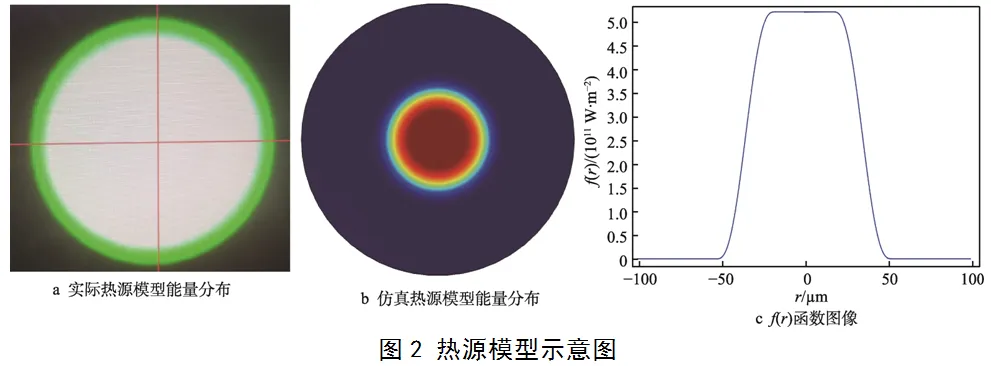
通過水導激光系統實測的激光能量在水束截面中的能量分布如圖2a所示。當水射流到達工件表面后,激光能量密度在加工區域表面均勻連續分布,該能量分布近似為頂帽分布。頂帽函數f(r)的圖像函數如圖2c所示。對比高斯分布激光,水導激光蝕孔徑深度更淺、更寬,如圖2b所示。為了使燒蝕區域過渡平滑,將均勻分布高密度能量與周圍低密度能量過渡區域進行了平滑處理。
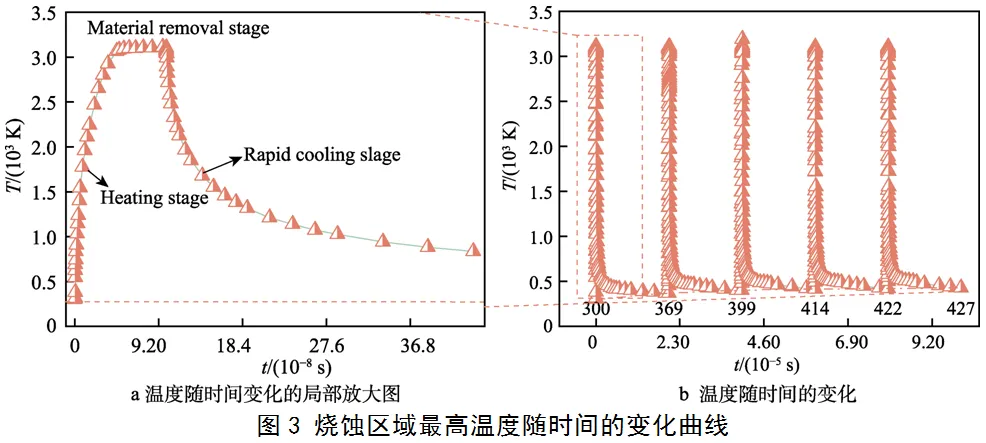
為了簡化仿真計算,采用定點燒蝕方式對水導激光加工SiC的溫度場進行仿真數值模擬,燒蝕區域內最高溫度隨時間的變化趨勢仿真情況如圖3a所示。在加熱階段初期,溫度迅速上升,隨著加熱的進行,最高溫度逐漸趨于平穩。這是由于材料表面能量向基體內部能量擴散,抑制了表面溫度的上升速率,使得材料在去除階段的表面溫度基本保持恒定;在快速冷卻階段,加工區域在水射流強制對流換熱、材料內部熱傳遞及空氣對流的共同作用下迅速冷卻。隨著冷卻時間的延長,靶材表面的溫度及溫度梯度減小,抑制了材料內部熱擴散量和表面對流熱損失,故材料仍然存在熱量殘余,脈沖強度的重復導致表面殘余溫度持續上升,溫度的增加量隨著脈沖不斷疊加逐漸減小。
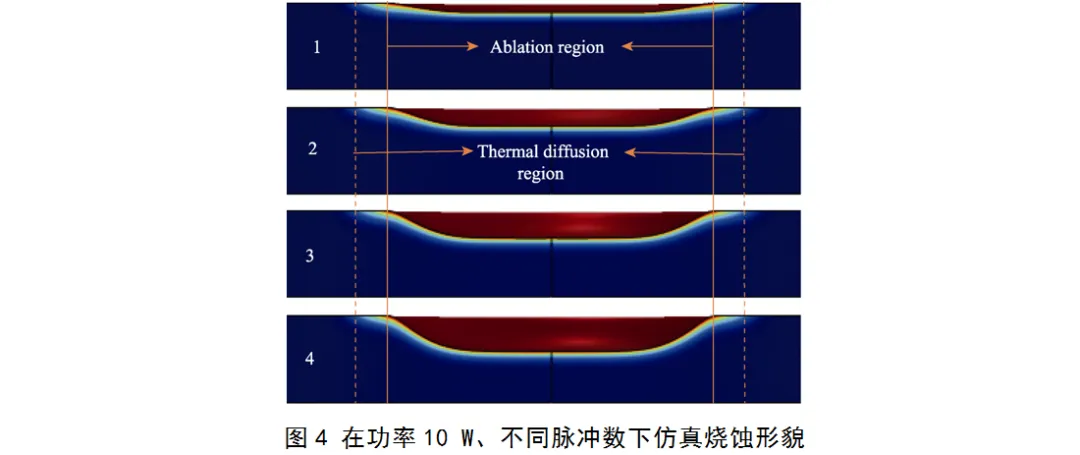
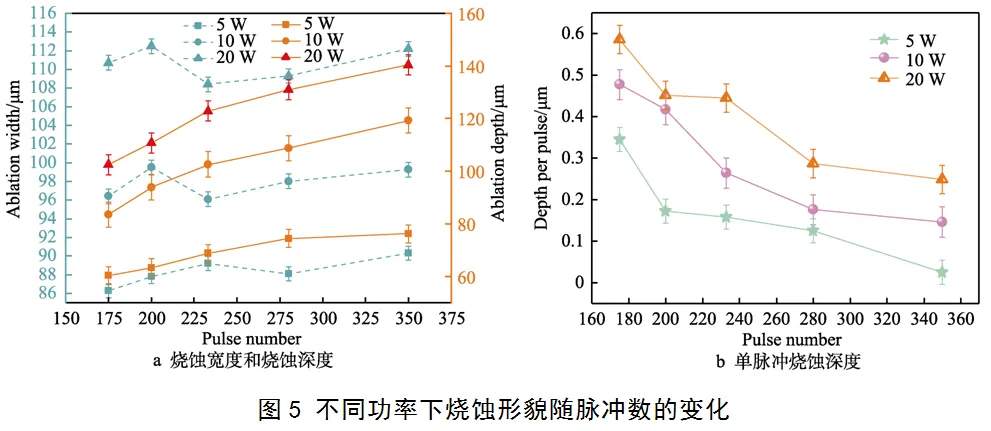
在功率10 W、不同脈沖數的作用下,SiC燒蝕形貌如圖4所示,隨著脈沖的疊加,SiC燒蝕直徑與熱擴散區域基本不發生變化,燒蝕深度逐漸增加。可見,在保證激光其他參數不變的條件下,保持激光功率不變時,SiC多脈沖水導激光燒蝕直徑基本恒定。在激光功率與脈沖數的共同作用下,SiC燒蝕寬度和燒蝕深度的變化趨勢如圖5a所示。在激光–水射流復合加工過程中,隨著激光功率密度的增加,所形成的等離子體的密度會不斷增加,熱阻塞效應會加劇,相應材料所吸收的激光能量會減弱。在激光–水射流復合加工過程中,隨著激光功率密度的增加,所形成的等離子體的密度會不斷增加,熱阻塞效應會加劇,相應材料所吸收的激光能量會減弱。
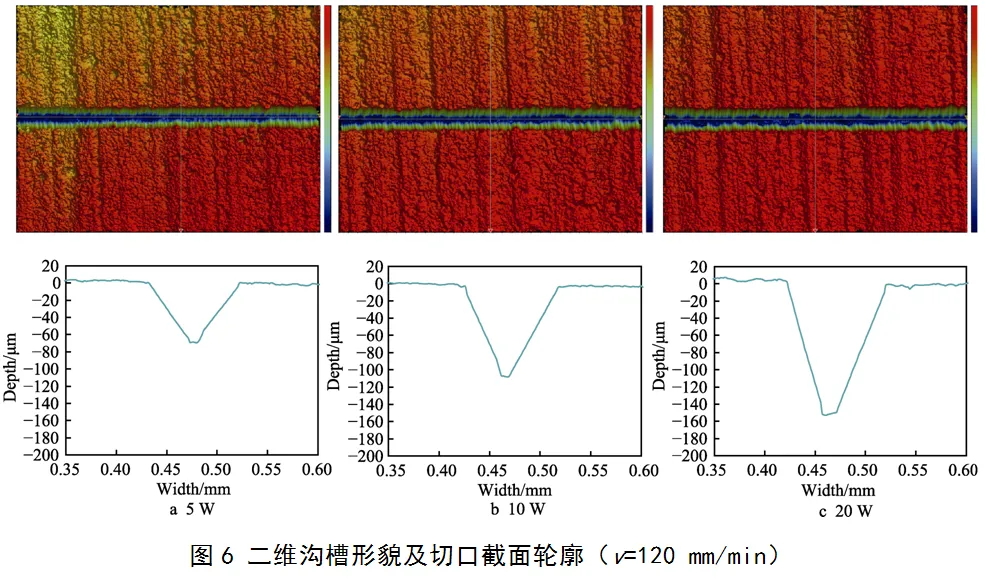
在不同功率下的二維形貌及切口輪廓截面形狀如圖6所示。由于激光能量在水射流中心近似為高斯頂帽分布,射流中心能量密度較大,材料更易被燒蝕,而其外側附近能量較弱,加上水射流局部換熱較強,較難達到材料的燒蝕條件,使得截面輪廓整體呈倒梯形,且隨著激光功率的增加,溝槽深寬比逐漸增大。SiC燒蝕邊緣與未加工邊緣過渡平滑,與常見激光加工不同,加工邊緣不會產生較厚的重鑄層,燒蝕區域形成的軟化物質基本被水射流沖刷而剝離,不會富集在材料表面,使得燒蝕區域基本無明顯熱影響區。在加工完成后,會在側壁表面形成帶狀條紋,該條紋垂直于進給方向。這主要因水射流接觸熔池底部后沿著平行于側壁的方向噴射,將熔融物沿底部向溝槽上方沖刷,燒蝕區域底部無明顯重鑄物堆積,較為平整。由于存在水射流冷卻和沖刷作用,因此水導激光在加工硬脆性材料時具有相對較好的優勢,基本可以實現對硬脆性材料無裂紋及無熱影響加工。
通過對SiC水導激光進行仿真模擬與燒蝕實驗研究,在水導激光加工SiC過程中,水射流不僅存在較強的換熱能力,減少了多脈沖燒蝕帶來的熱累積效應,而且大幅度降低了SiC脈沖期間材料的內部余熱,加工材料內部殘余溫度飽和速度較快。通過計算燒蝕功率閾值可知,對于SiC材料,其燒蝕功率閾值基本恒定。燒蝕區域面積會隨著激光功率的增加逐漸從激光輻照區域中心向外擴散,燒蝕寬度隨激光功率增加得較為明顯。由于水射流對激光輻照區域的外換熱能力較強,因而擴散區域的長度不會太長,使得燒蝕寬度基本不受脈沖數的影響,并確定激光功率與燒蝕寬度存在定量關系。SiC這類硬脆性材料在高溫下的斷裂強度較低,水射流沖刷作用更易將燒蝕區域熔融物質及軟化物質快速從靶材中剝離,防止重凝物質附著在加工區域底部及表面,使得燒蝕區域邊緣與未加工邊緣過渡較為平滑,底部基本無熔融物堆積。隨著燒蝕深度的增加,水射流狀態容易受到溝槽內壁形貌的影響,使得激光無法直接作用于物體表面,大量能量會被水層吸收,相應地增大激光燒蝕功率能夠有效提高水導激光燒蝕能力,更易實現對SiC較大深寬比溝槽的加工。由于無法準確觀測水導激光燒蝕SiC材料的具體過程,故后續需要通過實驗與檢測手段進一步完善SiC水導激光燒蝕機理。
該文章發表在《表面技術》第53卷第13期
引文格式:
王宇迪, 喬紅超, 韓冰, 等. 水導激光燒蝕碳化硅仿真與實驗研究[J]. 表面技術, 2024, 53(13): 164-174.
WANG Yudi, QIAO Hongchao, HAN Bing, et al. Simulation and Experimental Study of Water Jet-guided Laser Ablation Silicon Carbide[J]. Surface Technology, 2024, 53(13): 164-174.
DOI:10.16490/j.cnki.issn.1001-3660.2024.13.016
免責聲明:本網站所轉載的文字、圖片與視頻資料版權歸原創作者所有,如果涉及侵權,請第一時間聯系本網刪除。