
科技新進(jìn)展:大厚度低溫韌性超高強(qiáng)海工鋼F690
2024-01-24 16:36:46
作者:材料基 來(lái)源:中國(guó)金屬學(xué)會(huì)
分享至:


一、研究的背景與問(wèn)題
大厚度低溫韌性超高強(qiáng)海工鋼F690是海工裝備中的高端材料,通常用于風(fēng)電安裝船、海洋平臺(tái)中的懸臂梁、樁腿等關(guān)鍵的結(jié)構(gòu)部件。近年來(lái),海上風(fēng)電用鋼迎來(lái)迅猛的發(fā)展期,其總體呈現(xiàn)服役環(huán)境溫度越來(lái)越低、厚度越來(lái)越大、強(qiáng)度和低溫韌性要求越來(lái)越高、焊接性能要求越來(lái)越高的發(fā)展趨勢(shì)。未來(lái)低溫韌性超高強(qiáng)海工鋼F690將向著超高強(qiáng)度、超大厚度、良好的低溫韌性、抗層狀撕裂性能和優(yōu)良的焊接性等方向發(fā)展。
國(guó)內(nèi)其它鋼廠采用連鑄坯制造的F690鋼板最大厚度為100mm,采用鋼錠制造的最大厚度為180mm。由于鋼板芯部性能不穩(wěn)定,焊接和切割性能差,基本無(wú)法滿(mǎn)足下游用戶(hù)使用要求。至今為止,厚度≥80mm的鋼板國(guó)內(nèi)工業(yè)應(yīng)用仍是空白,嚴(yán)重依賴(lài)進(jìn)口。大于100mm厚F690特厚鋼板國(guó)內(nèi)外采用鋼錠或電渣錠制造,成材率低、制造流程長(zhǎng)、交貨周期長(zhǎng)、生產(chǎn)成本高,嚴(yán)重制約了我國(guó)大型海工裝備制造業(yè)發(fā)展。
厚度≥80mm的F690鋼板2021年被工信部列入行業(yè)首批推廣應(yīng)用新材料,本項(xiàng)目擬開(kāi)發(fā)出采用連鑄坯代替鋼錠生產(chǎn)工藝,制造大厚度低溫韌性超高強(qiáng)海工鋼F690,鋼板厚度達(dá)180mm,填補(bǔ)國(guó)內(nèi)空白。項(xiàng)目目標(biāo)產(chǎn)品將實(shí)現(xiàn)批量工業(yè)應(yīng)用,成功替代進(jìn)口,徹底解決我國(guó)“卡脖子”材料難題,提升關(guān)鍵基礎(chǔ)材料行業(yè)自主保障能力,滿(mǎn)足國(guó)家雙碳重點(diǎn)戰(zhàn)略和綠色低碳發(fā)展需求。
二、解決問(wèn)題的思路與技術(shù)方案
1、解決問(wèn)題的思路
本項(xiàng)目創(chuàng)新性研究采用450斷面連鑄坯代替鋼錠制造大厚度F690鋼板,結(jié)合低碳低合金的成分設(shè)計(jì),在控制低碳當(dāng)量的前提下,實(shí)現(xiàn)鋼板同時(shí)具備超高強(qiáng)度和低溫韌性以及優(yōu)良的焊接性能;研究如何控制鋼中有害元素P、S的含量,提高鋼板心部性能;研究如何去除鋼中非金屬夾雜物和氣體含量,提高材料純凈度,保證內(nèi)部質(zhì)量良好;重點(diǎn)研究軋制速度、道次壓下量、軋制溫度和板坯厚度對(duì)特厚板變形滲透和組織均勻性的影響。另外,由于特厚板在冷卻過(guò)程中表面與心部溫差大、冷卻速度差異大,導(dǎo)致鋼板在同等熱處理?xiàng)l件下組織不均勻、性能不穩(wěn)定,因此如何通過(guò)合理的熱處理工藝設(shè)計(jì),實(shí)現(xiàn)特厚板厚度全截面上的均質(zhì)化,是本項(xiàng)目的研發(fā)重點(diǎn)。
2、技術(shù)方案
(1)特厚板低碳當(dāng)量高淬透性合金成分設(shè)計(jì)
本項(xiàng)目采用高通量理論計(jì)算與實(shí)驗(yàn)驗(yàn)證相結(jié)合,通過(guò)C-Si-Mn-Cr-Ni-Mo-V-Al-B-N復(fù)合合金化設(shè)計(jì)技術(shù),獲得了690MPa級(jí)以上高淬透性、低碳當(dāng)量和經(jīng)濟(jì)性的特厚板合金成分體系設(shè)計(jì),使特厚板在保持較低碳當(dāng)量和合金成本的基礎(chǔ)上,淬透性顯著提升。
采用理論計(jì)算與實(shí)驗(yàn)驗(yàn)證相結(jié)合,定量揭示了Al、Ti、B等元素對(duì)性能的影響規(guī)律,開(kāi)發(fā)了低碳當(dāng)量高淬透性特厚板合金設(shè)計(jì)方法,碳當(dāng)量比傳統(tǒng)設(shè)計(jì)低10%以上,性能均勻性顯著高于傳統(tǒng)設(shè)計(jì)。如圖1,圖2所示。
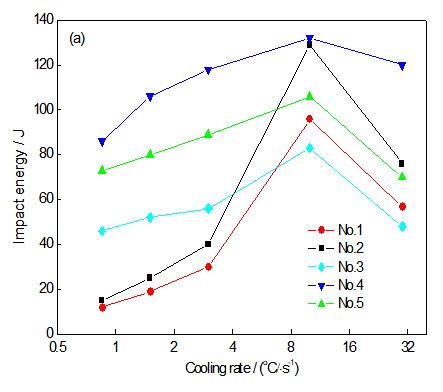
圖1 Al、Ti、B與沖擊性能之間的關(guān)系
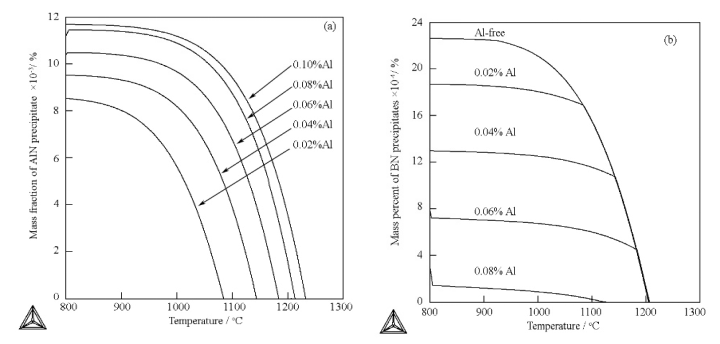
圖2 不同Al含量對(duì)AlN和BN析出的影響
(2)特厚板軋制控制技術(shù)
采用連鑄坯代替鋼錠生產(chǎn)特厚板時(shí),如采用常規(guī)工藝軋制,由于壓縮比小,使得變形滲透差,導(dǎo)致組織和性能均勻性差。為此,重點(diǎn)研究了軋制速度、道次壓下量對(duì)特厚板變形滲透和組織均勻性的影響。
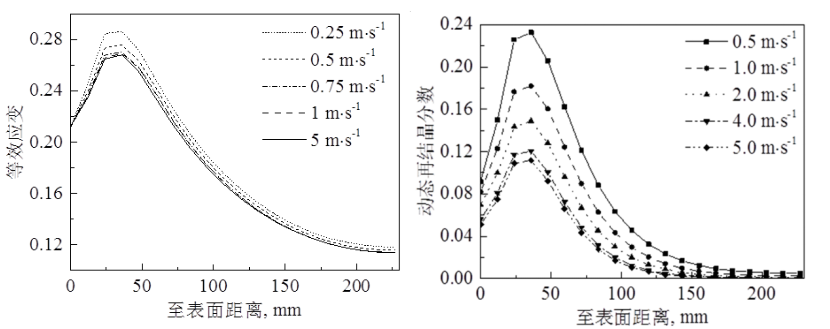
(a)軋制速度對(duì)厚度方向等效應(yīng)變的影響 (b)軋制速度對(duì)厚度方向再結(jié)晶分?jǐn)?shù)的影響
圖3軋制速度的影響
研究軋制速度對(duì)鋼板厚度不同位置等效應(yīng)變、動(dòng)態(tài)再結(jié)晶分?jǐn)?shù)的影響分別見(jiàn)圖3(a)和(b),結(jié)果表明,隨著軋制速度的增加,動(dòng)態(tài)再結(jié)晶分?jǐn)?shù)逐漸減小。當(dāng)軋制速度小于1m·s-1時(shí),鋼板厚度方向的等效應(yīng)變顯著增大,軋制速度越低,等效應(yīng)變?cè)酱笄以龇@著。軋制速度對(duì)動(dòng)態(tài)再結(jié)晶分?jǐn)?shù)有顯著的影響,較大的軋制速度不利于變形向特厚板心部傳遞,不利于動(dòng)態(tài)再結(jié)晶的發(fā)生與發(fā)展。
研究壓下量對(duì)鋼板厚度不同位置等效應(yīng)變、動(dòng)態(tài)再結(jié)晶分?jǐn)?shù)的影響分別見(jiàn)圖4(a)和(b),結(jié)果表明,隨著壓下量增加,厚度方向的最大等效應(yīng)變向鋼板心部移動(dòng),有利于變形向鋼板心部深入、傳遞。據(jù)此,生產(chǎn)過(guò)程中,設(shè)計(jì)合適的道次壓下量,可以改善特厚板厚度截面變形的不均勻性。
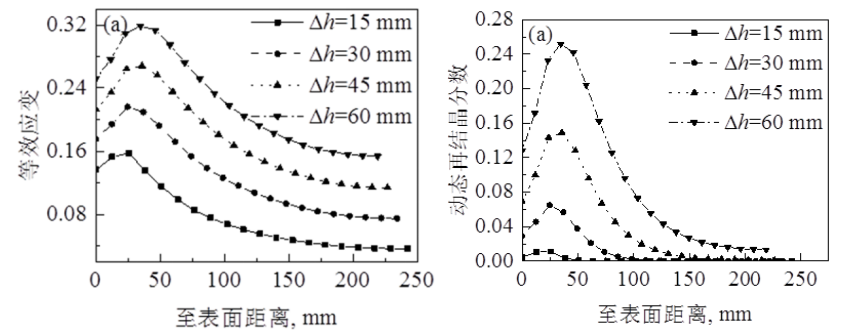
(a)壓下量對(duì)厚度方向等效應(yīng)變的影響 (b)壓下量對(duì)厚度方向再結(jié)晶分?jǐn)?shù)的影響
圖4 壓下量的影響
綜合軋制速度、壓下量對(duì)等效應(yīng)變、動(dòng)態(tài)再結(jié)晶分?jǐn)?shù)的影響,采用特厚板高變形滲透軋制技術(shù),創(chuàng)新性開(kāi)發(fā)出定量軋制模型,有效解決了傳統(tǒng)工藝下特厚板心部因變形不足造成的厚度方向質(zhì)量不均勻問(wèn)題。
(3)特厚板組織調(diào)控技術(shù)
本項(xiàng)目研究了實(shí)驗(yàn)鋼隨著淬火溫度的升高,其抗拉強(qiáng)度、屈服強(qiáng)度和低溫沖擊功先升高而后降低;在900℃左右達(dá)到最高值,高于或低于這一溫度,強(qiáng)度和韌性都有所降低,且韌性變化更為明顯;而且隨奧氏體化溫度的升高,屈強(qiáng)比先升后降,在900℃左右達(dá)到峰值,如圖5所示。
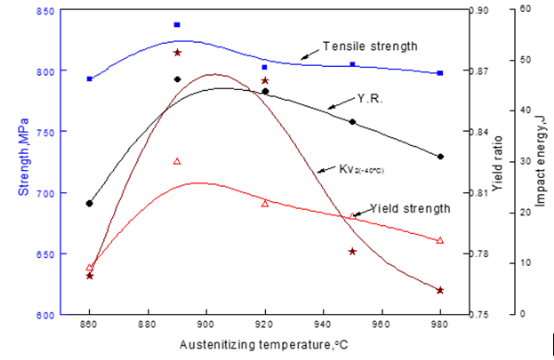
圖5奧氏體化溫度與強(qiáng)度、韌性的關(guān)系
研究了奧氏體組織細(xì)化機(jī)理,如圖6,揭示了初始組織對(duì)奧氏體形核的影響,提高大角度界面和碳化物密度可促進(jìn)奧氏體形核,細(xì)化原始奧氏體尺寸。
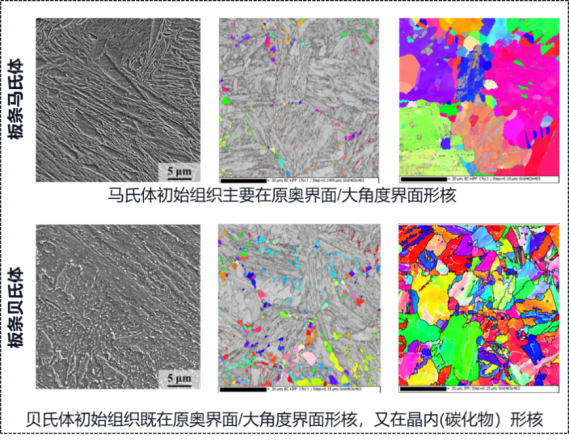
圖6 奧氏體組織細(xì)化機(jī)理研究
鋼板淬火后,用小爐子進(jìn)行回火工藝摸索。根據(jù)淬火態(tài)的金相組織、硬度和力學(xué)性能分析及借鑒其他類(lèi)似鋼種的回火工藝,分別采用580℃、600℃、620℃、640℃、660℃、680℃系列溫度進(jìn)行小爐子實(shí)驗(yàn)室回火,保溫時(shí)間360min后空冷。通過(guò)以上回火試驗(yàn),最終確定適合本鋼種回火的最佳溫度區(qū)間。
研究了鋼板厚度方向的組織、析出相種類(lèi)、大小、分布、演化過(guò)程,如圖7,揭示了納米析出相和位錯(cuò)結(jié)構(gòu)在回火過(guò)程中的演變規(guī)律,在此基礎(chǔ)上,建立工藝-組織/析出相-性能之間的精準(zhǔn)調(diào)控關(guān)系。
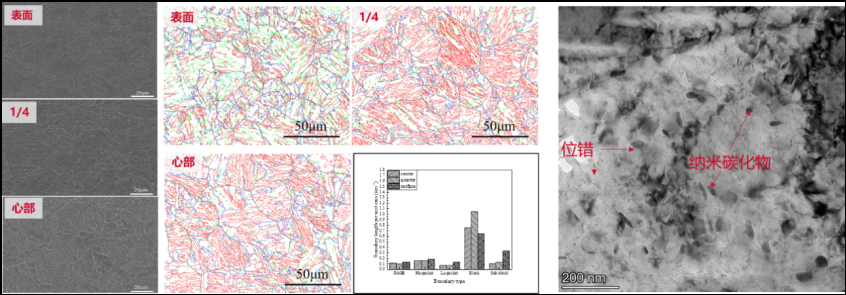
圖7 厚度方向組織、界面分布以及碳化物分布
三、主要?jiǎng)?chuàng)新性成果
本項(xiàng)目通過(guò)江蘇省工業(yè)和信息化廳組織召開(kāi)的新產(chǎn)品鑒定,鑒定委員會(huì)認(rèn)為該產(chǎn)品達(dá)到了國(guó)際領(lǐng)先水平。其主要?jiǎng)?chuàng)新性成果如下:
(1)開(kāi)發(fā)了超大厚度高均質(zhì)連鑄板坯生產(chǎn)技術(shù)、高變形滲透/質(zhì)量均勻性特厚板軋制控制技術(shù)、截面均勻性特厚板組織調(diào)控技術(shù)。
針對(duì)特厚板坯連鑄厚度方向凝固收縮大,凝固終點(diǎn)長(zhǎng)、凝固糊狀區(qū)寬,極易產(chǎn)生中心偏析和中心疏松傾難題,開(kāi)發(fā)出“凝固末端輕+大壓下”組合壓下技術(shù),實(shí)現(xiàn)多厚度寬拉速的控制策略,有效改善特厚板坯的中心疏松和中心偏析,提高鑄坯心部質(zhì)量,降低軋制壓縮比,達(dá)到消除中心偏析和中心疏松改善鑄坯內(nèi)部質(zhì)量目的。
(2)國(guó)際首創(chuàng)了直弧形連鑄工藝代替鋼錠制造工藝,在最小壓縮比僅為2.5條件下(突破了船級(jí)社規(guī)范的3倍軋制壓縮比要求),生產(chǎn)出最大厚度達(dá)180mm的F690鋼板,通過(guò)了CCS、ABS、BV船級(jí)社認(rèn)證。
鋼板綜合力學(xué)性能達(dá)到采用模鑄鋼錠制造的質(zhì)量水平,性能穩(wěn)定。同時(shí)簡(jiǎn)化生產(chǎn)流程、縮短交貨周期,顯著降低制造成本。
F690鋼板具有高純凈度,其中P,S等有害元素均控制在較低水平。同時(shí)具備優(yōu)異的抗層狀撕裂性能、良好的冷成型性能和時(shí)效性能,其中Z向斷面收縮率≥62%,彎心直徑d=2a條件下經(jīng)180°彎曲無(wú)裂紋,-60℃時(shí)效沖擊功為≥160J。180mm厚度鋼板具有優(yōu)良的內(nèi)部質(zhì)量,超聲波探傷結(jié)果滿(mǎn)足NB/T 47013.3-2015 T1級(jí)的要求。
四、應(yīng)用情況與效果
本產(chǎn)品從2019年6月開(kāi)始研制,至2023年8月累計(jì)生產(chǎn)、銷(xiāo)售大厚度低溫韌性超高強(qiáng)海工鋼F690鋼板6000多噸,各項(xiàng)技術(shù)指標(biāo)均滿(mǎn)足船級(jí)社規(guī)范的要求,滿(mǎn)足國(guó)內(nèi)外客戶(hù)的需求,累計(jì)實(shí)現(xiàn)銷(xiāo)售收入為9000多萬(wàn)元。項(xiàng)目產(chǎn)品供給下游用戶(hù)F690鋼板最大厚度達(dá)150mm,滿(mǎn)足客戶(hù)使用高要求,客戶(hù)反饋良好。未來(lái)海工市場(chǎng)前景廣闊,本產(chǎn)品憑借獨(dú)特的性能優(yōu)勢(shì)和成本優(yōu)勢(shì),具有良好的經(jīng)濟(jì)效益。
本項(xiàng)目采用連鑄坯代替鋼錠制造大厚度低溫韌性超高強(qiáng)海工鋼F690,極大簡(jiǎn)化了生產(chǎn)工藝流程,縮短了產(chǎn)品交付周期,降低了材料制造成本,對(duì)推動(dòng)我國(guó)綠色節(jié)能高效發(fā)展具有重大意義。大厚度低溫韌性超高強(qiáng)海工鋼F690鋼板,焊接性能優(yōu)良,在市場(chǎng)應(yīng)用中,極大的減輕了材料在焊接過(guò)程中技術(shù)攻關(guān)壓力。大厚度低溫韌性超高強(qiáng)海工鋼F690鋼板,CTOD性能、NDTT性能以及抗HIC等方面性能優(yōu)良,材料安全性被廣大用戶(hù)認(rèn)可,大大延長(zhǎng)了裝備更新?lián)Q代周期,從而減少了工程成本。高均質(zhì)高性能F690鋼板,對(duì)我國(guó)新材料新技術(shù)的開(kāi)發(fā)極具借鑒意義。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。
相關(guān)文章

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話(huà):010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414
文章推薦
點(diǎn)擊排行
PPT新聞

“海洋金屬”——鈦合金在艦船的
點(diǎn)擊數(shù):8832

腐蝕與“海上絲綢之路”
點(diǎn)擊數(shù):7085