



導(dǎo)讀:在粘結(jié)劑噴射增材制造工藝中,通過(guò)在粘結(jié)劑中加入合金元素,可以實(shí)現(xiàn)鋼的原位合金化。然而,使用帶有納米顆粒懸浮液的粘合劑往往會(huì)帶來(lái)顆粒分散均勻性和噴嘴堵塞的挑戰(zhàn)。為了克服這些限制,本文研究了使用基于聚糠醇(PFA)的無(wú)顆粒粘結(jié)劑用于粘結(jié)劑噴射3D打印鋼材的可行性。PFA粘結(jié)劑具有雙重用途- (i)為打印時(shí)的綠色部分提供結(jié)構(gòu)完整性;(ii)在熱解時(shí)提供碳,使打印的鐵部件合金化成鋼。首先將PFA粘結(jié)劑逐層分配到低合金鋼粉末床中,生產(chǎn)出儲(chǔ)存模量為3360 MPa,抗壓強(qiáng)度高達(dá)9 MPa的綠色零件。然后對(duì)未加工的部分進(jìn)行脫脂和燒結(jié),以鞏固鋼粉顆粒。在真空燒結(jié)過(guò)程中,PFA被熱解并留下碳渣擴(kuò)散到鋼件中,形成堅(jiān)硬強(qiáng)的鐵素體碳化物團(tuán)聚相,顯著提高了燒結(jié)鋼件的硬度、屈服強(qiáng)度和極限抗拉強(qiáng)度。此外,通過(guò)在不同位置改變這種無(wú)顆粒粘合劑配方的量,還可以通過(guò)硬度測(cè)試和數(shù)字圖像相關(guān)驗(yàn)證具有特定位置微觀結(jié)構(gòu)和力學(xué)響應(yīng)的組件。
在鋼鐵制造中部署增材制造(AM)技術(shù)的優(yōu)勢(shì)包括更快的周轉(zhuǎn)時(shí)間、更大的設(shè)計(jì)靈活性和更少的材料浪費(fèi)。常用的一些技術(shù)有直接金屬激光燒結(jié)(DMLS)、電子束熔化(EBM)、激光工程凈成形(LENS)、電弧增材制造(WAAM)和粘結(jié)劑噴射(BJ)。DMLS和EBM是粉末床融合技術(shù),涉及在整個(gè)工作區(qū)域沉積一層粉末。DED技術(shù)通常需要高通量,而粉末床融合更適合高分辨率打印。然而,這兩種技術(shù)的主要缺點(diǎn)是材料兼容性有限- DED技術(shù)僅與可焊接材料兼容,而適合粉末床熔合的材料范圍由激光波長(zhǎng)決定。
為了克服限制,南洋理工大學(xué)Lai Changquan團(tuán)隊(duì)研究了使用聚糠醇(PFA)作為雙用途無(wú)固體粘合劑的可行性。
PFA已經(jīng)廣泛應(yīng)用于砂造型和陶瓷復(fù)合材料的生產(chǎn),這表明它具有必要的粘合性能和剛性,可以很好地作為粘合劑。在高溫下,PFA分解后留下碳渣,它可能作為鋼的合金材料,實(shí)現(xiàn)第二個(gè)功能。PFA也是一種來(lái)源于水解生物質(zhì)廢棄物的可再生材料,因此可以作為酚醛粘合劑的可持續(xù)替代品。在這里,選擇將PFA溶解在揮發(fā)性有機(jī)溶劑中進(jìn)行分配。納米顆粒的缺失大大減少了噴嘴堵塞的機(jī)會(huì),而油墨的高揮發(fā)性允許快速干燥,這可以縮短打印時(shí)間并減少出血,即使在同一位置進(jìn)行多次油墨沉積也是如此。
在本研究中,無(wú)顆粒PFA墨水的性能將與HP專有的炭黑納米顆粒墨水進(jìn)行比較。打印的零件將受到微觀結(jié)構(gòu)表征和準(zhǔn)靜態(tài)和動(dòng)態(tài)力學(xué)測(cè)試來(lái)研究不同油墨的結(jié)合強(qiáng)度、剛性和合金化效果。此外,還制造了一個(gè)具有特定場(chǎng)地性能的部件,通過(guò)粘合劑體積的差異分配來(lái)展示鋼中碳濃度的空間控制,這是只有粘合劑噴射增材制造才能實(shí)現(xiàn)的關(guān)鍵進(jìn)步。
相關(guān)研究成果以“Adhesive and alloying properties of dual purpose polyfurfuryl alcohol binder for binder jet additive manufacturing of steel ”發(fā)表在Additive Manufacturing上
鏈接:https://www.sciencedirect.com/science/article/abs/pii/S2214860424002586?via%3Dihub

表1低合金鋼粉末粒度分布及成分。
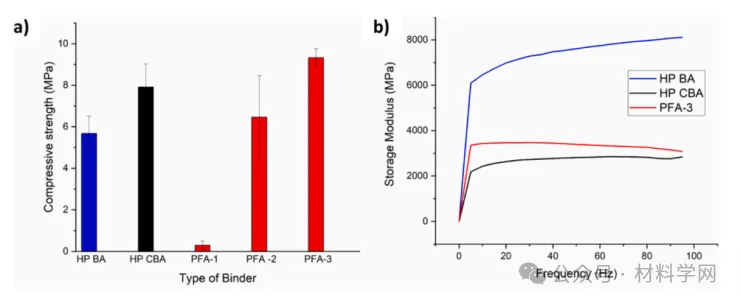
圖1(a)不同粘結(jié)劑印刷綠色部分的抗壓強(qiáng)度。
(b) HP-CBA、BA和PFA-3打印綠色部分的存儲(chǔ)模量。
圖1a顯示了這些立方體綠色部件的抗壓強(qiáng)度。與對(duì)照相比,PFA-1和PFA-2的強(qiáng)度分別為0.29 MPa和6.46 MPa,而PFA-3綠色部分的強(qiáng)度為9.3 MPa,比BA高64%,比CBA高18%,盡管這兩個(gè)綠色部分的粘合劑濃度大致相似。這一結(jié)果表明,固化后的PFA粘結(jié)劑的結(jié)合強(qiáng)度略優(yōu)于HP油墨中的專有聚合物。
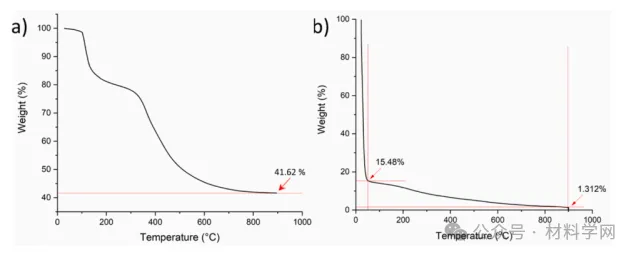
圖2(a)純PFA和(b) PFA粘結(jié)劑的TGA曲線。
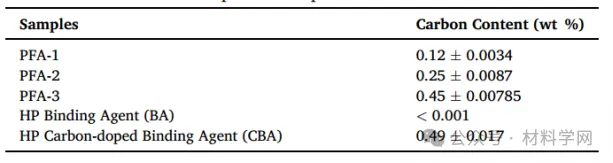
表2打印樣品碳濃度。
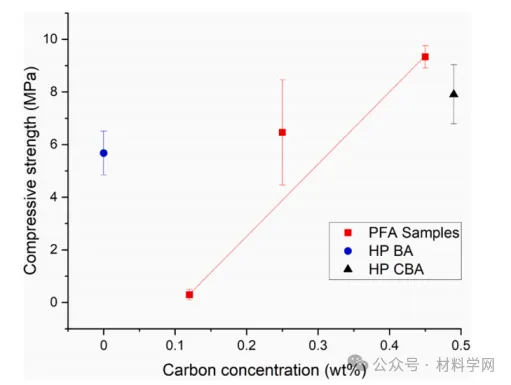
圖3圖表顯示了各種綠色部件的抗壓強(qiáng)度與碳濃度的關(guān)系。趨勢(shì)線是針對(duì)PFA樣本的。
不同粘結(jié)劑的主要(即粘結(jié))和次要(即合金化)功能可在圖3中進(jìn)行評(píng)估,圖3顯示了不同粘結(jié)劑可實(shí)現(xiàn)的綠色部件的抗壓強(qiáng)度和鋼中的碳負(fù)荷。可以觀察到,PFA-3樣品具有最高的綠色抗壓強(qiáng)度(9.3 MPa)和碳摻入鋼樣品(0.45 wt %)。這些數(shù)值優(yōu)于CBA粘結(jié)劑樣品,在相同碳濃度下,CBA粘結(jié)劑樣品的抗壓強(qiáng)度僅為7.9 MPa。之所以會(huì)出現(xiàn)這種結(jié)果,是因?yàn)樵?/span>CBA中,固體碳納米顆粒有利于與鋼粉合金化,而不利于結(jié)合。
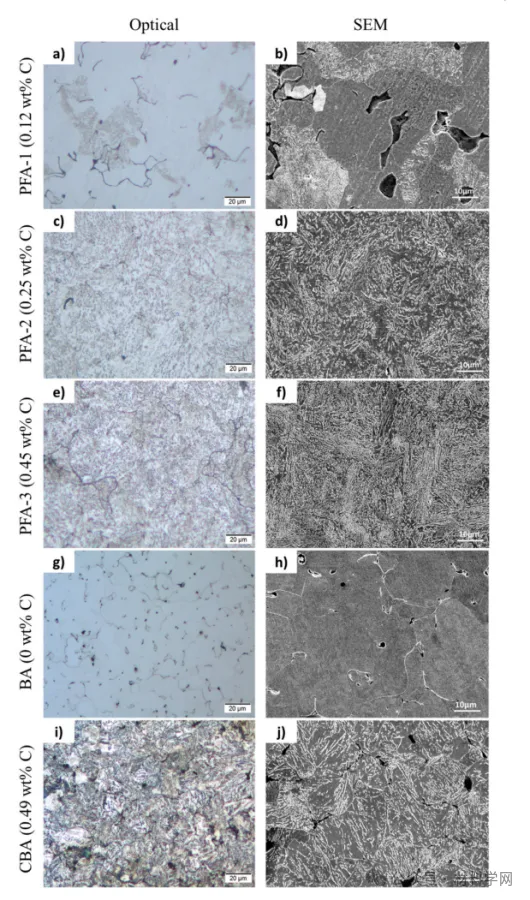
圖4不同碳濃度下的低合金鋼顯微組織的光學(xué)顯微鏡圖像:
(a) PFA-1 (0.12 wt %), (c) PFA-2 (0.25 wt %), (e) PFA- 3 (0.45 wt %),
(g) BA (0 wt %)和(i) CBA (0.49 wt %)。1500倍放大時(shí)的SEM圖像:(b) PFA-1 (0.12 wt %),
(d) PFA-2 (0.25 wt %), (f) PFA-3 (0.45 wt %), (h) BA (0 wt %)和(j) CBA (0.49 wt %)。
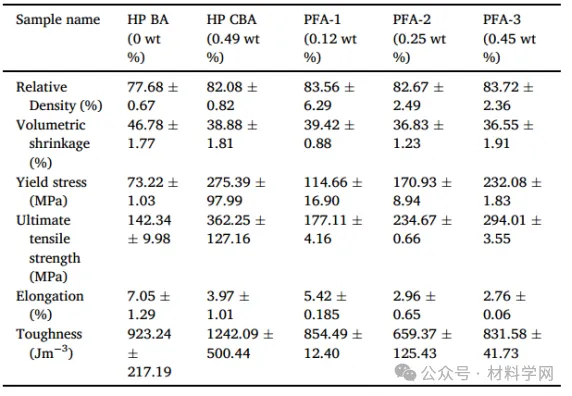
表3燒結(jié)試樣的力學(xué)性能。
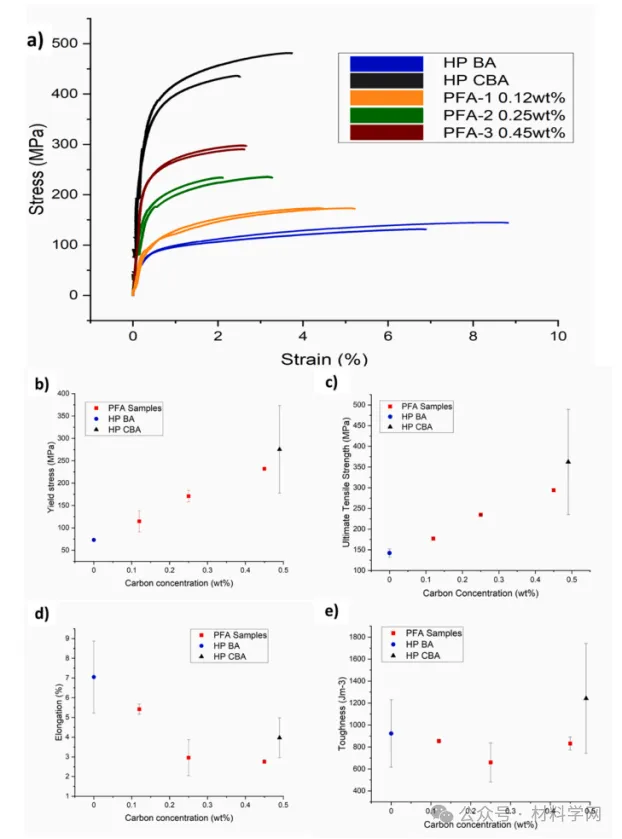
圖5不同粘結(jié)劑印刷樣品的力學(xué)性能:
(a)不同粘結(jié)劑印刷樣品的應(yīng)力-應(yīng)變曲線。(b) YS (c) UTS (d)伸長(zhǎng)率(e)韌性。
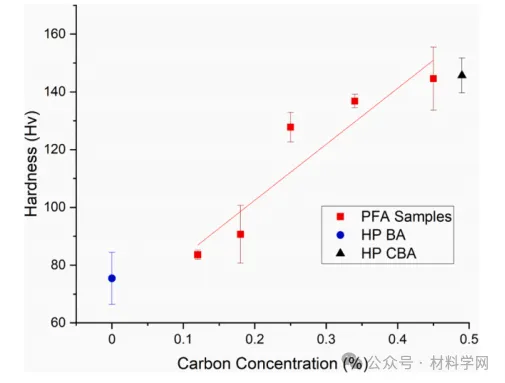
圖6用不同碳濃度的PFA粘結(jié)劑印刷燒結(jié)試樣的維氏硬度值。
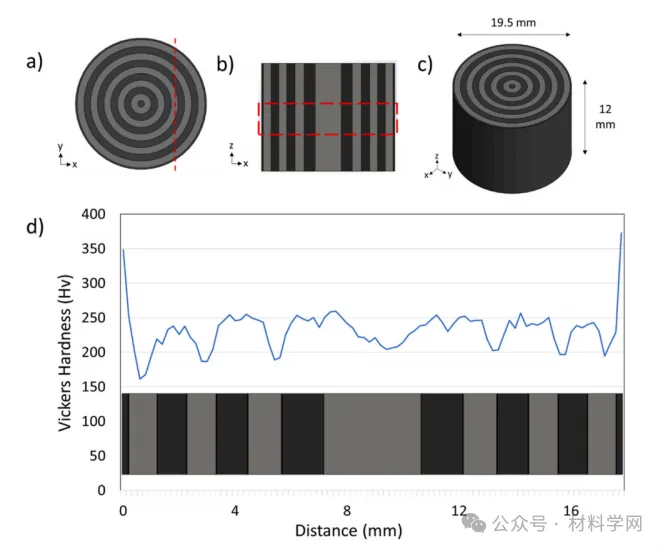
圖7(a)等應(yīng)力試樣俯視圖示意圖。灰色表示低碳區(qū)域(0.12 wt %),黑色表示富碳區(qū)域(0.25% wt %)。
(b)等應(yīng)力試樣的截面示意圖。紅色虛線表示進(jìn)行硬度測(cè)試的那條線。
(c)帶尺寸的等應(yīng)力試樣的等距視圖。(d)等應(yīng)力試樣橫截面上的維氏硬度圖。
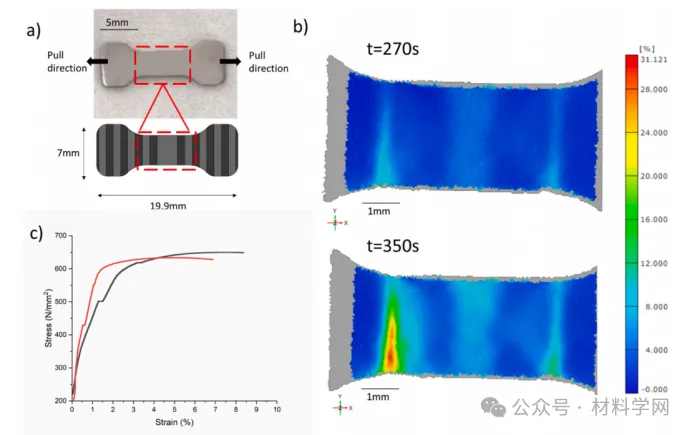
圖8(a)顯示拉伸試驗(yàn)時(shí)拉力方向的等應(yīng)力拉伸桿及其顯示等應(yīng)力條紋的示意圖。
(b)拉伸桿在270 s和350 s拉伸時(shí)的DIC圖像。
(c)相同設(shè)計(jì)的兩個(gè)特定地點(diǎn)樣品的應(yīng)力-應(yīng)變曲線。
本研究使用基于聚糠醇(PFA)的無(wú)顆粒粘結(jié)劑用于粘結(jié)劑噴射3D打印鋼材的可行性,形成堅(jiān)硬強(qiáng)的鐵素體碳化物團(tuán)聚相,顯著提高了燒結(jié)鋼件的硬度、屈服強(qiáng)度和極限抗拉強(qiáng)度。主要成果如下:
(1)無(wú)顆粒PFA墨水的性能將與HP專有的炭黑納米顆粒墨水進(jìn)行比較。研究不同油墨的結(jié)合強(qiáng)度、剛度和合金化效果。
(2)FCA的形成量以及最終打印強(qiáng)度的提高可以通過(guò)沉積在粉末床中的粘合劑的量來(lái)控制。
(3)在高溫真空燒結(jié)過(guò)程中,PFA熱解成碳渣,碳渣擴(kuò)散到鋼件中,形成堅(jiān)硬而脆的鐵素體碳化物團(tuán)聚體(FCA)相。
免責(zé)聲明:本網(wǎng)站所轉(zhuǎn)載的文字、圖片與視頻資料版權(quán)歸原創(chuàng)作者所有,如果涉及侵權(quán),請(qǐng)第一時(shí)間聯(lián)系本網(wǎng)刪除。

官方微信
《腐蝕與防護(hù)網(wǎng)電子期刊》征訂啟事
- 投稿聯(lián)系:編輯部
- 電話:010-62316606
- 郵箱:fsfhzy666@163.com
- 腐蝕與防護(hù)網(wǎng)官方QQ群:140808414

“海洋金屬”——鈦合金在艦船的

腐蝕與“海上絲綢之路”